电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
槽液的pH值、电导率对阴极电泳涂装效果有何影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1961次
槽液的pH值、电导率对阴极电泳涂装效果有何影响?槽液的pH值、电导率是电泳槽液的两大特性值,它们的含义见问答12、14.它们对电泳特性、槽液的稳定性和涂装效果都有较大的影响.因此都应将槽液的pH值、电导率严格地控制在工艺规定的范围内。不同品种的阴极电泳涂料都有特定最佳pH值范围,工艺控制范围为土0.05—0。1,以保持槽液和涂装质量稳定.阴极电泳槽液系酸溶液体系.需靠适量的酸度才能保持槽液的稳定。当PH值高于规定值时,槽液的稳定性逐渐变差。严重时产生不溶性颗粒,槽液易分层;沉淀、电导下降、堵塞阳极隔膜和超滤膜,涂膜外观变差,尤其水乎面有颗粒,小的象针尖状,大的手摸凸出。随着酸量增加(pH值降低);槽液的可溶性有所增加,可是对涂膜的再溶性和对设备的腐蚀性增大,据资料介绍pH位在5。
阴极电泳漆涂装的工艺参数简介及其对电泳结果的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1488次
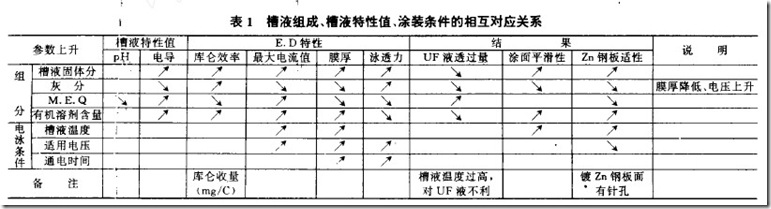
阴极电泳漆涂装的工艺条件(参数)有哪些?它们的相互关系是什么?对电泳结果有何影响?阴极电泳涂装的工艺条件(或工艺参数)包括以下四个方面13个条件(参数).①槽液的组成方面:固体分、灰分、MEQ和有机溶剂含量;②电泳条件方面:槽液温度、泳涂电压、泳涂(通电)时间,⑤槽液持性方面:pH值、电导;①电泳特性方面:库仑效率、最大电流值、膜厚和泳透力.它们之间的相互关系和电泳结果的影响见下表.槽液组成、槽液特性值、涂装条件相互对应关系
阴极电泳漆对磷化膜的质量有何要求?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1335次
阴极电泳漆对磷化膜的质量有何要求?黑色金属在电泳涂装前进行磷化处理能成倍地提高涂膜的耐腐蚀性,但要选用得当。如在阴极电泳涂装过程中,被涂物(阴极)表面形成强碱性(pH值约达到12),如果选用的磷化膜耐碱性不好,则涂膜的附着力,耐腐蚀性等达不到预想效果.根据资料介绍和我们的实践,对阴极电泳前磷化膜应具备以下质量标准:1外观:目测应均匀、致密、无锈;2⑦磷化膜重量:应在2—3克/m2范围内;3结晶细度:小于10u,4P比:85%以上(即膜中Zn2Fe(P04)2·H2O含量高,耐碱性好),5Ni含量:20mg/㎡以上..:镀锌钢板制件在阴极电泳涂装前也要进行磷化、钝化处理;其磷化膜质量除P比不控制外,其他同上.磷化膜表面可全干或全湿(无水珠)进入电泳槽,一般为
电泳涂装线的主要工艺
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1282次
电泳涂装线的主要工艺 电泳涂装工艺一般由漆前表面处理、电泳涂装、电泳后清洗、电泳漆膜的烘干等四道主要工艺(或工序)组成。一般的工艺是:上挂→除油→水洗→除锈→水洗→表调→磷化→水洗→去离子水洗→电泳→水洗→去离水洗→压缩空气吹气→烘干→下挂①漆前表面处理工艺:为得优质的、防腐蚀性好的电泳漆涂层,电泳前被涂物必须进行表面处理,首先清洗掉各种污物(如油污、锈、氧化皮、焊渣、金属屑等),随后应进行化学处理(磷化、钝化处理),并应进行充分的水洗,洗掉前处理药品、磷化沉渣等,最后用去离于水洗.所用新鲜的去离子水水质要好,电导不应大于25us/cm.确保被涂物的滴水电导不大于30us/cm。 如
什么是电泳漆和槽液的稳定性?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1284次
什么是电泳漆和槽液的稳定性? 电泳漆的稳定性系指原漆的储存稳定性,即漆厂生产出的电泳漆在某温度下储存多少个月不变质.双组分阴极电泳漆因比较稀,易产生沉淀、分层,树脂的水溶性变差等造成变质,一般储存期为3个月左右. 电泳漆储存稳定性在试验室中的加速测定方法为在40℃的保温箱中放置72小时后再配制槽液的性质及泳涂的漆膜性能不变为合格. 电泳漆的槽液稳定性系指糟液在规定的工艺条件下,长期使用槽液不变质,泳涂出的涂膜性能合格.有的涂料公司有更新期长(如6个月/T.0)来表示其槽液稳定性好,因更新期越短,槽液越不稳定. 槽液稳定性在试
电泳漆的再溶性及测定
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1445次
电泳漆的再溶性及测定 电泳涂装在被涂物上的湿漆膜能被槽液和超滤液再次溶解,该电泳漆的湿漆膜抵抗再 次被溶解的能力称为再溶性(或再溶解性)。如在某涂料公司的阴极电泳漆的技术条件中规 定:湿涂膜在槽液或超滤液中浸泡3分钟,膜厚减薄在5%以下为良好(实测膜厚无变化). 如果电泳漆的再溶解性差,则在工艺上又管理不善的场合下,易产生再溶解漆膜弊病。 再溶性测定法: 本法适用于电泳漆膜膜再溶性的测定。.测定方法要点:
电泳漆(槽液)涂膜的颜基比、灰分及如何测定
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2434次
电泳涂装场合的颜基比系指电泳漆、槽液或涂膜中的颜料与基料(树脂)之比.也可用颜料分来表示,系固体分中所含颜料量对100分树脂量之比例。 电泳漆和新配的槽液的颜基比应是相等.但在电泳过程中颜料和树脂不一定按原配比,电沉积到被涂物上,因而在生产中产生槽液涂膜和原漆三者的颜基比不相同的现象.颜基比失调的涂膜易产生绍孔、失光等漆膜弊病,影响涂膜性能.因此需定期检测槽液的颜基比,按检测结果填加乳液或色浆调整槽液的颜基比. 电泳漆和槽液的颜基比测定法有溶剂法和测灰分法.电泳漆所用颜料.除碳黑外;一般都是不燃性的无机颜料,如T,0:,因而常用测定灰分来算出颜料分,方法较简便.测定灰分的要点:
电泳漆辅助电极及其应用场合
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1380次
电泳漆辅助电极及其应用场合 在电泳涂装场合.电泳槽内设有阴(带负电荷)、阳(带正电荷)两种电极.在阳极电泳涂装场合.被涂物作为阳极;在阴极电泳涂装场合.被涂物作为阴极。被涂物随输送装置移动,成为可移动电极.与被涂物相对应.在电泳槽中设置的电极是固定的,为排除电泳过程中产生的游离酸(或碱)常将其固定在相应的极罩中. 为提高被涂物内外表面涂膜厚度均匀性.和解决被涂物某些部位涂不上漆的问题•在被涂物上装挂极性相反的电极,它与被涂物绝缘.且随被涂物一同移动,这种电极称为辅助电极。 在开发电泳涂装工艺的初期.由于电泳涂料的泳透力低,为被涂物空腔表面涂不上漆时,采用辅助电极的办法
什么是电泳涂装的工作电压、破坏电压和临界电压?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2125次
什么是电泳涂装的工作电压、破坏电压和临界电压?在电泳涂装场合,能获得规定的外观优良的涂膜厚度.两极间接通的电压称为电泳涂装的工作电压(简称泳涂电压).一般是有一定的电压范围;超出泳涂电压上限的一定值时,在沉积电极上的反应加剧,产生大量气体,使沉积的涂膜炸裂,绝缘被破坏,产生异常附着,这一电压值称为破坏电压.低于泳涂电压下限的某一电压值时,几乎泳涂不上漆膜(或沉积与再溶解涂膜量相抵消).这一电压值称为临界电压。电泳工作电压介于临界电压和破坏电压之间.泳涂电压是电泳涂装的重要工艺参数之一。在其他泳涂条件不变的场合,泳涂膜厚和泳透力随泳涂电压增高而增厚和提高(见表)。在生产实践中常借助调整泳涂电压来控制涂膜厚度.电泳电压与涂膜厚度、泳透力
电泳槽液的杂质离子及其许可浓度?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1409次
电泳槽液的杂质离子及其许可浓度?在电泳涂装过程中,由被涂物经前处理带入电泳槽、补给水带入和极面溶解产生的有害离子进入槽液,致使槽液电导率增大,超过一定的限值就影响作业性、涂膜外观,产生漆膜弊病.在阴极电泳涂装场合的有害离子是阳离子.如Na+、Fe2+、Pb2+、Ni2+、Ca2+等。在阳极电泳涂装的场合的有害离子是阴离子,如CI—、PO43—、SO42-、N02-等.这些对电泳涂装过程起有害作用的离子称为电泳槽液的杂质离子.槽液被杂质离子污染的程度以其含量表示,规定有限值称之为杂质离子的许可浓度.例如,某阴极电泳涂料的槽液的Na+、Ca2+的许可污染浓度应低于25×10-6。.槽液中的杂质离子含量要定期检测控制之.测定频率一般为1~2月一次.槽液中的杂质离子含量超过限值时(或
行业排行
热门文章