电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第238页
阴极电泳涂料CED设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1584次
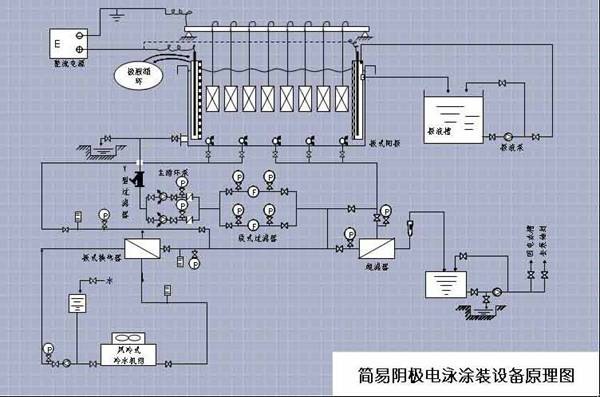
CED设备电泳过程可简单表示如下图:1.前处理设备在CED主槽之前为前处理区好的前处理质量是获得具有优良耐蚀性和附着力漆膜的基础。通常,前处理包括脱脂、清洗、磷化三部分:脱脂:主要目的是为了除去工件表面的矿物油、润滑油及冲压拉延油以及附着在金属表面的金属屑、灰尘、焊渣、它们是磷化和电泳潜在的尘埃源,可能引起涂膜外观的颗粒;注意脱脂后的清洗效果。如脱脂不充分,一方面易产生黄锈,导致磷化不均匀;另一方面使磷化结晶变粗,涂膜外观变差,耐蚀性能下降。除锈:一般在无锈的情况下,可省去除锈工艺,有锈则用除锈剂去除。除锈后清洗干净,特别是夹缝、点焊缝等处易残留除锈剂(一般为无机酸)。表调:表调剂由金属钛盐组成,它能沉积在工作上形成磷化膜的结晶中心。表面调整和表调效果的好坏
阴极电泳涂料检测项目
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1357次
检测项目●槽液固体份测定(NV)固体份是指电泳涂料在105℃时加热3小时后,剩余的干燥树脂和颜料份的百分含量。测定方法如下:1)称取约2g的槽液存于干燥洁净的小蒸发皿中,在105±5℃下,烘干3小时,称量。2)计算:NV%=(W2/W1)×100%式中:NV%固体份值W2烘干后残留物重量W1样品起始称量测定时,可取2~3个平行实验计算平均值。●灰分和颜基比的测定电泳涂装场合的颜基比是指电泳涂料、槽液或者涂膜中的颜料和基料(树脂)之比。颜基比的测定有溶剂法和测灰分法。电泳涂料所用的颜料,除碳黑外一般都是不燃性的无机颜料,因而常用测定灰分来算出颜料份,方法简便。1)检测仪器和材料①.坩锅和马福炉②.恒温干燥箱2)测定方法
阴极电泳涂料(CED)基本化学参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1504次
基本化学参数●固体分(NV):槽液固体分,包括基料、颜料及不挥发添加剂。●pHpH和MEQ表示槽液中H+(H3O+)浓度。相较之下,MEQ更能体现,因为它表示中和槽液中基料所需要的酸量。R-NH2+H+→[RNH3]+如果中和度不够(MEQ值太低,pH太高),树脂水溶性降低,可能引起涂料粒子聚结。[RNH3]++OH-→R-NH2+H2O●电导:如前所述。中和酸的种类是影响电导的决定因素,酸越强,电导越高。●MEQ:毫克当量(mmol消耗的酸或碱/100g树脂)。有两种毫克当量,MEQacid(mmolKOH/100g树脂)和MEQbase(mmolacid/100g树脂)。MEQ值与槽液中和度有关。中和度=MEQacid
阴极电泳涂料(CED)基本物理参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1680次
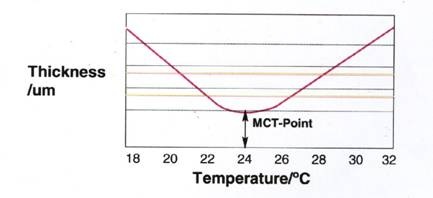
阴极电泳涂料(CED)基本物理参数●电压(V)●电泳时间:电泳时间越长,泳透率越高。●槽液温度(℃):通常为28-32℃●电量大小(库仑):电量(Q)=电流(I)×时间(t)●库仑效率:每克干漆膜所消耗的电量。该值与树脂中和度和电泳涂料配方有关。库仑效率=电量(库仑)/干漆膜(g)或库仑效率=干漆膜(g)/电量(库仑)●电流密度:每平方厘米漆膜消耗的电流(A)电泳初期,工件外表面的电流密度比内腔的大的多,随着电泳过程的进行,外表面漆膜逐渐增厚,电阻增大,绝缘程度增加,这部分电流密度逐渐减小,内腔电流密度逐渐增加,电沉积在工件内腔进行。由于工件边缘的电场强度较高,电流密度较大,电沉积首先发生在这些部位,随后才进入相邻区域。电沉积发生在最低电流
电泳涂装工艺过程
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 3381次
电泳涂装过程整个电泳涂装过程可分为四个部分:●前处理●电泳●后冲洗●烘干整个体系流程如下图所示:工件脱脂后,经过表调、磷化,使表面形成一层均匀致密的磷化膜为进入电泳槽作准备。进入槽液,在工件和对应电极间通直流电。在电场作用下,涂料粒子被吸附到工件上并在表面沉积。漆膜达到一定厚度,电泳停止。此时把工件从槽中取出,经后冲洗冲洗掉浮漆,最后送入烘箱固化。1.前处理金属工件经脱脂,酸洗除锈(若必要),表调,磷化处理为下一步电泳做准备的过程称为前处理。为了获得良好的电泳涂膜,清洗和磷化都是非常重要的环节。磷化通常采用铁系和锌系磷化液,处理工艺包括喷淋和浸渍。主要适用于钢铁底材。前处理简单步骤可表示如下(钢铁件为例):预脱脂→脱脂→水洗→除锈(如有必要)→去离子水洗→表调→磷化→去离子水洗2.
电泳涂料的电沉积类型
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1194次
电沉积类型●阳极电沉积(AED)阳极电泳涂装,金属工件为阳极,吸引漆液中带负电荷的涂料粒子,电沉积时,少量的金属离子(阳极氧化)迁移到涂膜表面,对涂膜的性能造成影响。阳极电泳涂料主要用于对耐蚀性要求较低的工件,是经济型涂料。●阴极电沉积(CED)阴极电泳涂装,金属工件为阴极,吸引漆液中带正电荷的涂料粒子,由于被涂工件是阴极而非阳极,进入涂膜的金属离子大大减少,从而提高了漆膜性能。涂膜优良,具有优异的耐蚀性能。
电泳涂料的电沉积类型
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1090次
电沉积类型●阳极电沉积(AED)阳极电泳涂装,金属工件为阳极,吸引漆液中带负电荷的涂料粒子,电沉积时,少量的金属离子(阳极氧化)迁移到涂膜表面,对涂膜的性能造成影响。阳极电泳涂料主要用于对耐蚀性要求较低的工件,是经济型涂料。●阴极电沉积(CED)阴极电泳涂装,金属工件为阴极,吸引漆液中带正电荷的涂料粒子,由于被涂工件是阴极而非阳极,进入涂膜的金属离子大大减少,从而提高了漆膜性能。涂膜优良,具有优异的耐蚀性能。
电泳涂料工作原理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1401次
电泳涂料工作原理电泳涂装(electro-coating)是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。电泳涂装的原理发明于是20世纪30年代末,但开发这一技术并获得工业应用是在1963年以后,电泳涂装是近30年来发展起来的一种特殊涂膜形成方法,是对水性涂料最具有实际意义的施工工艺。具有水溶性、无毒、易于自动化控制等特点,迅速在汽车、建材、五金、家电等行业得到广泛的应用。电泳涂装属于有机涂装,利用电流沉积漆膜,其工作原理为“异极相吸”。电泳涂装最基本的物理原理为带电荷的涂料粒子与它所带电荷相反的电极相吸。采用直流电源,金属工件浸于电泳漆液中。通电后,阳离子涂料粒子向阴极工件移动,阴离子涂料粒子向阳极工件移动,继而沉积在工件上,在工件表面形成均匀

黑色磷化工艺浅谈
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1637次
黑色磷化工艺浅谈随着人民生活水平的提高,人们对工业产品的使用提出了更高要求,不仅要产品有好的使用功能,更要具备好的装饰性。长期以来,在表面处理领域中,相当数量的铸铁、钢铁工件通过普通磷化或氧化工艺处理,以提高工件的防护、装饰性能。由于普通磷化膜色泽不如氧化膜,而耐蚀性能又优于氧化膜,致使其防护性能和装饰性能难以兼顾。黑色磷化工艺的出现,很好地解决了这个问题。铸铁、钢铁工件的黑色磷化工艺就是以磷酸盐、磷酸等对钢铁基体进行处理,形成一层非金属、不导电的转化膜的工艺过程。采用黑色磷化工艺,使磷化膜层既黑又牢固,外观均匀一致,膜层连续,呈致密的结晶结构。在工业大气环境及海洋性气候条件下,其耐蚀性比普通磷化膜高数倍,比氧化膜、常温发黑膜高数十倍,表现出优异的耐蚀性能。而且黑色磷化工艺具有生产成本低
行业排行
热门文章

湘公网安备 43122202000176号