电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第328页
电泳漆的更新期
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1310次
电泳涂装以其特有的优越性在世界汽车工业中得到普遍应用在汽车工业发达国家,基于年产量大(一般在5万辆以上,一条车身涂装线的经济产量为20~30万辆)、电泳漆质优等因素,电泳涂装质量稳定,成为技术非常成熟的工艺。在我国常出现电泳涂装质量不稳定问题,其中原因之一是人们对电泳藩的更新期认识不。所谓更新期(tnrⅡo7ertime,简称T.O.),是指补给漆的固体分的累计量达到槽内固体分含量的时间。据介绍,台理的补漆周期一般为2~8周,严格执行操作工艺,控制最佳参数,一般很少对漆液做较大的调整。8N15周尚可,但使用各种调整剂量逐坎增加,15周以上时,要求用特殊的方法进行调整,才能维持正常运行。因此,台理确定补漆周期与槽容量的设计是保证阴极电泳涂装稳定的因素之一()。据奥地利斯托拉克
阴极电泳对磷化膜的一般要求
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1240次
在电滩过程中.产生阳极溶解、阴极水解,在阴饭电泳沫装场合.被涂物(阴极)表面产生过量的OH一,呈碱性,pH值可达到l2,因此作为阴极电泳涂装前的磷化膜,必须具有较好的耐碱性。磷化膜的耐碱性与其组成有关.磷化膜的磷酸锌[Zn(PO.)。·4HzO称H组成]耐碱性差;铁、镍、锰、钙与锌的复合磷酸盐[zn2M(P0.)2·H2O,式中M为Fe、Ni、Mn、Ca、称P组成]耐碱性较好{当pH值超过l1后·H组成的溶解度直线上升;而P组成的溶解度仍很小.变化不大。磷化膜的H和P两种组成变化用P比来D表示.P比 p/(p+H)×100,即磷化膜中复合磷酸盐的含量越多,P比越高.耐碱性就好,在阴极电泳涂装中产生的溶解度就越小。作为阴极电泳潦装前的磷化膜不仅要外观好,均匀致密.无发蓝或锈
电泳涂装前处理的作用
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1306次
电泳涂装前都需要对底材进行前处理,前处理的作用一般有:将车身的所有部件.尤其是封闭内腔结构的内表面和焊缝彻底洗净;在车身的表面上形成结晶细且致密、均匀的磷化膜.这可通过专用的磷化处理机来实现。处理方法虽有喷射法、喷射灌注法(或半浸式)和浸溃法三种,但现在处理车身几乎都采用浸渍法。浸渍法的优点是不仅能确保车身的所有表面都洗净和形成磷化膜.而且在浸没过程中磷化反应处在相对平静的环境中进行,从底金属上溶出的铁离子参加反应,因而导致形成高P比(即磷酸锌铁盐含量多)的、极致密且均匀的颗粒状结晶的薄磷化膜。
在汽车涂装发展过程中应注意以下问题
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1215次
作者:王锡春必须努力加强汽车涂装的管理我国汽车工业与先进的工业化国家相比产品和制造技术落后,但差距最大的是管理,尤其一些中小型汽车厂,尚未脱离开作坊式生产的旧习,有一些大厂当任务大时赶产量不顾质量。选择最好工艺和材料,装备最先进的撩装设备及涂装工具,如果无素质好的人员操作,工艺管理和设备管理眼不上,也生产不出优质产品市场竞争促使你要生产优质产品,必须要有严格的科学的管理才能保证优质高产。在国外涂装工艺参数控制极严,参效范围控制根窄。例如温度、槽液的浓度(固体分)控制在很小的范围内,一般不是一班加几次料,而是随处理一台车身就加料;烘干时间和温度范围用计算机控制,决不允许车身停在烘干室中;厂房、设备和生产环境始终保持高度整洁,这样来保证涂装质量的稳定,降低返
汽车用涂装材料
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1271次
我国汽车用涂装材料,无论是漆前处理用材料还是涂料,在四十年中已实现三次大的更新换代,随着国际著名的汽车涂料制造厂家进入我国市场,汽车用涂料材料品种和质量也逐步得到外商的认可。五十年代随着我国汽车工业的诞生,按苏联配方和技术条件仿制的适应于流水线生产的第一代汽车用涂装材料,磷化液是用磷酸二氢锌配制,涂料是以醇酸、沥青、硝基三大类为主体。六十至七十年代随着生产发展和技术进步,我国涂料工业自己开发的磷化液、阳极电泳涂料、中低氨基含量的三聚氟胺醇酸树脂面漆、快干的合成树脂漆全面替代了第一代汽车用涂装材料。自八十年代改革、开放以来,随汽车工业的技术改造和产品的更新换代,一些涂料厂引进专利技术及装备,生产的磷化液、阴极电泳涂料、高氨基含量的优质面漆,使汽车涂层面貌一新,实现了第三次
汽车涂装工艺简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1320次
为引进技术和外资,促进汽车工业的高速发展,国家批准相继成立上海大众、北京吉普、广州标致,一汽大众、二汽神龙等大型中外合资汽车公司,地方也成立了一些中、小型合资汽车公司。随着执行引进技术标准,外方要求采用其涂装工艺及涂装材料,要求按其所在国的工艺新建或改造涂装车间才认可。以车身为倒:引进的涂装工艺基本是两大类国际典型工艺:2.1两涂屡体系(2C2B);磷化处理一厚膜阴极电泳底漆(3O一35/zm)一烘干一“湿碰湿”两道面涂。(北京吉普和南汽的IVECO)2.2三涂层体系(3C3B);磷化处理一阴极电泳涂底漆(20mn)一烘干一“湿碰湿”两道中涂一烘干一烘干“湿碰湿”两道面涂一烘干。(按产品设计要求,焊缝涂PVC型密封胶;车身底板下表面涂PVC型
电泳漆网进行了两次改版
发布 : 涂装助手 | 分类 : 涂装新闻 | 评论 : 0人 | 浏览 : 1118次
这个月,电泳漆网进行了两次改版,变动还是比较大的,但是固定链接没有变,仍然可以正常访问,而且还更换了一次空间,电泳漆网的访问速度有所提高,电泳漆网的版本也变得更加的简单,容易使用,欢迎大家访问。电泳漆网这个月的两次更换版面及更换空间,直接导致google的排名下降,从原来查找电泳漆第3名,掉到了现在的第三页,现在看来很可能是电泳漆网改版造成的,不过改版是必须的,希望过阵子还能回来排名。百度就更不用说了,电泳漆网已经在百度找不到了,其实电泳漆网现在就是个纯技术型网站,希望以后也能被百度收录,让更多的人能找到电泳漆网,了解电泳漆技术。
电泳生产线机械化运输装置的改进
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1181次
电泳生产线机械化运输装置的改进在机械化、自动化程度高的涂装车间,整个涂装生产线靠机械化运输链或运输机串联各道涂装工序,因此机械化运输装置是涂装车间动脉,十分重要。在10年前,对漆前磷化处理联合机和电泳涂装设备的运输链一般采用悬挂式推杆运输链(链速在2m/rain以上者适于大量流水线生产)和自制葫芦(适用于步进式批量生产)。现今发展采用一种双轨滑撬输送机这种输送机与单轨悬挂式推杆输送链相比具有以下优点:(1)消除了推杆链上的水珠和脏物落到车体上表面的可能性,提高了车体水平表面的质量。(2)爬坡角度可提高到45。,这样能较大幅度地缩短上坡和下坡的距离,因而可较大幅度地缩短设备的长度和缩小浸槽的容积,有利于电泳漆的更新,降低运转成本(3)原布置在电泳槽上
电泳阳极罩结构的改进
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1205次
电泳阳极罩结构的改进为使车身表面泳涂的漆膜厚度均匀,在电泳槽中增设底部电极和顶盖电极,且由当初的裸露电极改用圆筒形隔膜电极。圆筒形隔膜阳极无论在结构上或工艺性能上都比板式隔膜阳极先进,它能较彻底地消除在裸极或极罩支架上析出(或沉积)颗粒的现象,并且装卸、维修方便。
电泳后清洗装置的改进
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1166次
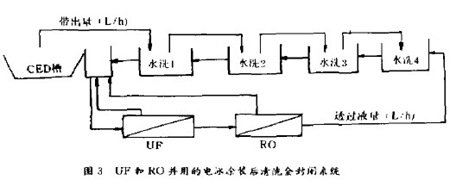
为消除电泳涂膜二次流痕,提高清洗质量和电泳漆的利用率,减少或消除排放污水,电泳后的清洗方式由8o年代初的多次喷射式清洗改用多次喷浸结合式清洗。在工业发达国家.电泳后冲洗已由单一超滤(uF)装置,改用UF+RO(反渗透)串联装置。实现电泳后清洗用水封闭循环使用,不再用纯水清洗,其流程见图3。超滤透过液一般含固体分0.5,经RO装置后透过祓的固体分可降到0.osN,完全可替代纯水,实现全封闭式电泳后清洗,其优点是:(1)无污水排放问题,不需污水处理设备;(2)进一步提高了阴极电椿漆的回收率;(3)最终水洗可不用价格高的纯水;(4)可进一步提高产品表面质量,但因RO装置昂贵及反渗透膜堵塞问题,该项新技术尚未普及。
行业排行
热门文章

湘公网安备 43122202000176号