电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第364页
汽车涂料原厂涂装的三大部分
发布 : 涂装助手 | 分类 : 涂装新闻 | 评论 : 0人 | 浏览 : 1210次
现在的轿车面漆普遍比较亮丽,这与使用的涂料及喷涂技术有密切的关系。现在汽车的涂料不能仅把注意力集中在汽车上,还要重视环境保护。一切新材料及新工艺开发,都要以对环保不构成负面影响爲前提,否则将难以推广。从上世纪80年代以来,汽车涂料在耐冲击性、装饰性、防腐性、耐老化都有很大的提高,在提高汽车装饰性及环保意识的推动下,汽车涂料出现了很大的发展。轿车涂装分爲底漆、中涂和面漆三部分 底漆以形成保护膜的方法来抑制腐蚀,保护膜直接敷加在被保护的金属板件上,以抵御腐蚀物的侵袭。保护涂层必须是无孔隙又不导电的,附着力极强,还要有一定的厚度。现在绝大多数轿车底漆采用了阴极电泳涂料,漆膜厚度一般在25微米左右,它的好处是具有优异的渗透性,可以均匀覆盖工件凹凸不平的部
家用电器阴极电泳涂装实例
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1425次

家用电器应用阴极电泳涂装实例。某名牌洗衣机电泳涂装生产线如下。1、主要设计参数产量:50万台/年工件组合最大外形尺寸:600mm×600mm×800mm工件材质:冷轧钢板(δ=1.2)表面无锈蚀表面积:3.64m2(双面)设计工艺速度:2.3m/min2、工艺流程(见表5-11)序号名称处理时间/S温度/℃喷淋压力MPa
电泳涂装技术在汽车零部件上的应用
发布 : 涂装助手 | 分类 : 电泳加工产品 电泳加工 | 评论 : 0人 | 浏览 : 1678次
(一)汽车零部件用阴极电泳涂料的性能最早汽车零部件(如钢制车轮、车架等)都是采用浸漆(环氧沥青漆)和喷漆(喷涂溶剂型涂料、醇酸漆、硝基漆等)进行表面防护处理,耐腐蚀性能很差(耐盐雾不到100h),而且具有火灾危险性。为了解决这一问题,在20世纪六七十年代采用阳极电泳涂装替代浸漆,开始采用的是纯酚醛、环氧阳极电泳漆等,虽然避免了火灾危险性,但耐腐蚀性能与浸漆相当。在20世纪七八十年代又开发了聚丁二烯阳极电泳漆,使耐腐蚀性能提高到240h以上,至今还有部分车下黑漆件在使用聚二烯阳极电泳漆。由于整车防腐蚀性能标准的提高,阳极电泳漆已满足不了产品的要求,在20世纪90年代开始有部分汽车零部件采用阴极电泳进行涂装,典型代表是卡车车厢、车架、车轮等零部个把,轿车零部件现100%采用阴极电泳涂装工艺。
汽车车身用阴极电泳涂料简介
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2116次
电泳涂装技术在汽车车身上的应用(一)汽车车身用阴极电泳涂料的性能20世纪六七十年代到20世纪80年代初期,卡车驾驶室和轿车车身还是采用阳极电泳进行涂装,典型的代表是使用高泳透力的纯酚醛和聚丁二烯阳极电泳涂料,耐腐蚀性能在200h左右。随着国内第一条汽车车身阴极电泳涂装线于1987年7月在中国第一汽车集团公司驾驶室涂装线的投产,汽车车身电泳涂装线逐渐形成阴极电泳取代阳极电泳之势。目前,国内汽车车身电泳涂装几乎100%采用阴极电泳涂装。汽车车身涂装用阴极电泳涂料的主要性能列于表5-3中。表5-3汽车车身涂装用阴极电泳涂料的主要性能 项目技术要求A级①B级②原 漆固体分
不同种类电泳漆的优缺点及应有领域
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1433次
如何选择合适的电泳漆?电泳漆根据树脂类型基本可分为两大类:环氧电泳漆和丙烯酸电泳漆。阴极和阳极电泳体系都广泛采用了这两种型树脂,用户可根据两种电泳涂料的特点选择其应用领域(见表5-2)表5-2不同种类电泳漆的优缺点及应有领域电泳漆类型优点缺点应用领域阳极环氧低温固化(100~120℃)
电泳涂料的工业应用领域
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1512次
前面已经介绍过,电泳涂装技术的应用源自汽车工业。现已经历了40多年的历程,在其他工业领域也应用十分广泛。根据产品的不同需求,需要采用不同种类的电泳涂料满足其需求。表5-1列举了电泳涂料在一些工业方面的应用。表5-1电泳涂料的工业应用领域应用领域对电泳涂料性能要求农用器械光泽高、防腐蚀汽车车身
新建涂装线电泳槽投槽工作要点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1466次
新建涂装线电泳槽投槽工作要点新建电泳涂装生产线投产是涂装工程中最关键的工作之一,应认真组织,精心安排,不给日后的生产留下隐患。在电泳投槽前涂装厂(用户)、电泳涂料制造厂和涂装设备承制公司等方面应认真讨论、分工明确、制定投槽工作计划,分头准备,组织实施。投槽工作包括:投料前洗涤冷调试验收合格的涂装设备——配制电泳工作液(槽液)——槽液经循环熟化、且工艺参数(固体分、PH值、电导率、颜基比等)检查合格后投进行试涂装——调试获得合格的电泳涂层后投入试生产。一、涂装设备的清洗在清洗设备前检查全部有关设备(除电泳主设备外,还包括输送设备、电泳后清洗设备、直流电源、制冷机组、烘干室等),都应能正常运行,做好一切准备工作,消除所有槽、容器等管道系统内的异物。①清洗对象电泳槽、备用槽及它们
电泳漆膜的固化(烘干)
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2313次
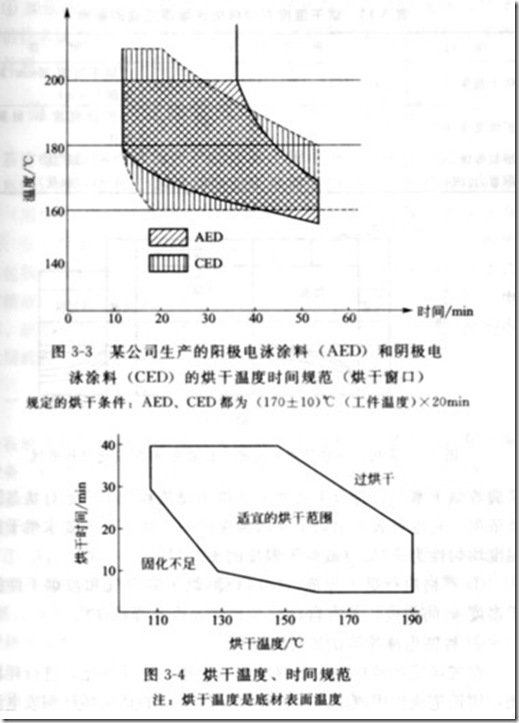
电泳漆膜的固化(烘干)(一)电泳漆膜的烘干特性基于电渗作用使亲水的电泳漆膜变成憎水涂膜,经电泳涂装后的超滤液(UF)和纯水清洗,洗掉附着在湿漆膜上的电泳槽液后,淡的电泳漆膜类似“干膜”,用手摸也不粘手,其含水量、含溶剂量极少。电泳漆槽液、电泳后清洗过的湿漆膜和烘干后干涂膜三者的组成在电泳涂装过程中的变化见第一章表1-2。从表1-2中可以看出电泳湿涂膜与其他涂装方法(如喷涂法、浸涂法)所得的水性涂料或有机溶剂型涂膜不一样,含溶剂量极少,类似“干膜”。可直接进入高温下烘干,不会产生“针孔”和“痱子”等漆膜弊病。为改善涂膜外观(如平滑性、减少水斑痕),可采取提高防尘过渡段的气温和吹水装置除掉漆面的水珠或两次升温以提高湿漆膜的展平性等措施。另外,电泳涂装在烘干时排出的油烟状的废气较多
电泳涂装的现场管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1689次

为确保生产的正常进宪,电泳槽液的稳定和涂层质量,必须加强电泳涂装生产的现场管理。两面管理包括工艺管理、生产管理和设备管理。电泳涂装生产的现场必须对电泳漆槽液、电泳涂装设备及配套装置和生产环境及状况进行科学管理,并做好记录;发现不正常现象,立即采取措施解决。(一)电泳涂装工艺管理它主要对电泳漆槽液及涂装的工艺参数、涂装质量等进行科学管理,现今不仅涂装厂在现场做好工艺管理工作,电泳涂料供应厂家也负责槽液的全面管理,现借鉴国外先进管理模式(CPU管理,即CostPerUnit),在国内许多涂装线也采用了CPU管理。工艺管理的项目、目标管理值、检测频率等,以关西涂料公司的HB-2000阴极电泳涂料为例介绍(见表3-11)。 在电泳涂装现场日常进行工艺参数的检测和调整:
电泳涂装工序及其工艺参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1677次
电泳涂装工序及其工艺参数电泳涂装工艺是由电泳涂装(ADE或CED)、电泳后清洗、吹干(或除水)和涂膜固化(烘干)等工序组成。各工序的功能、工艺参数及管理要点等,以工艺最典型、最复杂的汽车身阴极电泳涂装线为例,列于表3-7中。表3-7汽车车身的典型阴极电泳涂装工艺一览表工序名称处理功能工序处理内容控制管理要点备注方式时间温度1。用阴极电泳涂装法涂底漆在前处理过的车体内、外表面泳涂上一层均匀的、规定厚度担忧泳涂膜浸(通直流电)3~4min28~29℃槽液固体分(NV)、PH值、温度、电泳电压等电泳涂膜厚度一般为20±2μm;在采用厚膜电泳涂料场合可达35μm2电泳后清洗
行业排行
热门文章

湘公网安备 43122202000176号