电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 » 正文
-
(1)脱氢处理
钢铁零件镀锌过程中,往往伴随还原析氢的副反应。氢还原后一部分变成气体逸出,一部分以氢原子渗入到镀层和金属晶格点阵中,造成“氢脆”,影响零件寿命。为此,某些钢材或用于特殊情况下的零件,必须进行脱氢处理,例如飞机上使用的镀锌件、弹性零件和高强度钢上镀锌件等。
采用加热处理将氢从零件内部赶出是常用的方法,而且温度越高,时间越长,除氢越彻底。但当加热温度超过250℃时,锌结晶组织变形、发脆、耐蚀性明显下降。因此一般用除氢温度为l90~230℃,2~3h。渗碳件和锡焊件除氢温度一般为140~160℃,保温3h。
(2)出光
出光可使镀层表面平整、光亮、钝化膜光泽好。一般采用30~50g/L硝酸浸渍3~5s或采用Cr03100~150g/L,硫酸3~4g/L,室温浸渍5~10s。
(3)转化膜处理
锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈”腐蚀。利用氧化剂在锌镀层上生成一层转化膜,使金属锌的耐蚀性提高并赋予镀层美丽外观的工艺称为转化膜处理,习惯上称为钝化处理。目前,钝化工艺根据钝化液组成可分为铬酸盐钝化和无铬钝化,工业生产中仍以铬酸盐钝化为主,而且按照铬酸含量不同,铬酸盐钝化又分为高铬钝化、低铬钝化和超低铬钝化;按照钝化后镀层的颜色可分为彩色钝化、白钝化、五彩钝化、军绿钝化和黑钝化等。
①钝化膜形成机理长期以来,人们对钝化膜的成膜机理没有一个完整的解释,主要有两种学说,即化学成分学说和光波干涉成色学说。下面以铬酸盐钝化为例简要说明其成膜机理。
铬酸盐钝化液由铬酸、活化剂和无机酸组成,锌与钝化液接触时,在酸性介质中发生氧化还原反应,即
在酸性较强的高铬钝化液中,六价铬主要以Cr20;~形式存在,在酸性较弱的低铬和超低铬钝化液中六价铬主要以Cr042一形式存在。由于上述反应中,消耗H+,使锌镀层与溶液界面上酸性减弱,pH值升高,当高于0.6时,钝化膜开始生成。由于钝化膜的结构很复杂,因此其表达式不确定,现写出其中一种锌钝化膜的结构式,以便理解。
Cr203·Cr(OH)Cr04·Cr2(Cr04)3·ZnCr04·Zn2(0H)2Cr04·Zn(Cr02)2·xH20
由此看出,镀锌钝化膜实际上是三价铬、六价铬与锌发生氧化还原反应后的化合物。三价铬与锌的化合物呈蓝绿色,六价铬与锌的化合物呈赭红色或棕黄色,由于不同色素的组合和相互干扰,形成了锌彩色钝化膜。三价铬的化合物不溶于水,强度也高,在钝化膜中起骨架作用,六价铬化合物溶于水,尤其在热水中溶解,干燥前膜层不牢固,依附在三价铬化合物骨架上,填充了其空间部分,形成了钝化膜的肉。
在钝化膜中,三价铬和六价铬的含量随着各种因素的变化而改变,因而钝化膜的色彩也随之变化。三价铬化合物多时,膜层呈偏绿色;六价铬化合物含量高时,钝化膜呈紫红色。实际生产中,希望颜色是彩虹稍带黄绿色。
由于高铬钝化液酸度很高,因此在钝化液中,界面pH值不会高于0.6,只有暴露于空气中,pH值才可能随着反应的进行而升高;相反,低铬钝化或超低铬钝化液自身酸度低,钝化膜在钝化液中即可生成。
白色钝化有两种工艺:一是先彩色钝化后,再用碱液或铬酸液将彩色褪去,即所谓“漂白”,以稀碱液漂白后得到蓝白钝化膜,以不含硫酸根的纯铬酸漂白为银白色;另一是在含铬酸的钝化液中一次形成。
漂白反应可简述为
彩色钝化膜中的六价铬化合物在碱性溶液中容易溶解而使彩色钝化膜褪去;三价铬化合物常温下在碱性溶液中不溶解,因而被保存下来。
②影响钝化膜质量的因素 影响钝化膜质量的因素包括钝化时间、温度及钝化液组成等。
a.钝化时间。钝化膜的颜色与膜层厚度有关,而膜层厚度又与钝化时间或在空气中停留时间的长短有关。时间越短,膜层越薄,钝化液与锌层反应比较强烈,六价铬被转化为三价铬,钝化膜中三价铬含量增多,膜层呈偏绿色;相反,时间越长,由于已经隔了一层钝化膜,钝化液不能直接与锌反应,所以还原减弱,六价铬化合物就会形成,填充在三价铬化合物骨架上,膜层中红色素增多。当时间过长时,膜层结合力降低,造成脱落或轻轻一擦就脱落。随着膜层由厚变薄,色彩变化大致为:
红褐色一红黄相间光亮五彩色一偏绿色一青白色。
b.钝化液及空气温度。温度高,成膜速度快;反之则慢。因此夏季钝化膜形成速度快,所以钝化时间要缩短,天冷时,钝化时间要延长,当钝化液温度低于l5℃时,需要加温。高铬钝化膜中六价铬含量与温度、时间关系

C.钝化液组成影响。任何有使用价值的配方必须包括主盐、活化剂和一定的氢离子浓度,其余物质可酌情添加。铬酸是强氧化剂,锌层一经浸入铬酸盐溶液中很快就生成一层无色透明的氧化膜,若无活化剂存在,锌层处于钝态,阻碍了锌层和六价铬之间的氧化还原反应,不能获得彩色钝化膜。钝化液中铬酐浓度高,膜厚光亮,但浓度过高,钝化膜溶解严重而变薄;浓度太低颜色浅,钝化后沾有铬酐迹。加入活化剂是获得彩色钝化膜的必要条件,活化剂可采用硫酸及可溶性硫酸盐、盐酸及可溶性盐。活化剂浓度依铬酐浓度而定,并要保持一定的比例,就低铬钝化而言,比值范围大致为Cr03:SO42-=(5~10):1;Cr03:Cl一=l:(1~1.2)。活化剂浓度高,膜厚色浓,但太高,膜层疏松易脱落;活化剂不足,成膜速度慢,易发生白雾。三价铬盐难溶,强度高,在钝化膜中起骨架作用,新配溶液中三价铬低,成膜薄、机械强度差,应加入2~3g/L锌粉或10~15g/L硫酸亚铁,也可加入部分废液;硝酸或硝酸盐主要起化学抛光作用,浓度低,钝化膜光泽差;浓度太高,膜溶解加速,钝化膜薄而疏松,易脱落,如果酸度允许可加入硝酸,但在低铬或超低铬钝化中,由于自身要求酸度较低,只有加入硝酸盐代替;醋酸是弱酸,主要用于低铬或超低铬钝化液中起缓冲作用,维持钝化液pH值基本不变;高锰酸钾是强氧化剂,主要用于低铬、超低铬或元铬钝化中,高锰酸钾可将三价铬氧化为六价铬,因此,高锰酸钾加入后,钝化膜红颜色加深。
d.钝化膜的自修复作用。钝化膜中六价铬化合物能溶于水,在潮湿介质中,能从膜中渗出,溶于膜表面凝结的水中形成铬酸,对镀层具有再钝化功能。当钝化膜受轻度损伤时,六价铬化合物会使该处再钝化,抑制受伤部位的腐蚀,这是铬酸盐膜的重要优点之一。③镀锌层铬酸彩色钝化工艺按照钝化液中铬酐含量彩色钝化分为高铬钝化、低铬钝化、超低铬钝化与无铬钝化。高铬钝化铬酐含量一般在200~350g/L,典型的工艺规范有三酸钝化和三酸二次钝化。
三酸钝化工艺规范为:硫酸l0~20mL/L,硝酸30~40mL/L,铬酐250~300g/L,室温于钝化液中浸渍5~15s,空气中停留5~15s。三酸钝化膜色泽鲜艳,若加入l0~15g/
硫酸亚铁,膜层厚而且结合牢固,耐蚀性有所提高,但颜色较深,光泽暗。
三酸二次钝化:第一次钝化,硫酸6~7mL/L,硝酸7~8mL/L,铬酐170~200g/L,硫酸亚铁8~10g/L,室温溶液浸渍20~40s,取出后不水洗,直接进入第二次钝化液;第二次钝化,硫酸2mL/L,硝酸5~6mL/L,铬酐40~50g/L,硫酸亚铁6~7g/L,室温溶液浸渍20~30s。
尽管高铬钝化工艺相对成熟,但废水污染严重,成本较高。随着世界范围内环保意识的提高,低铬彩色钝化发展很快,而且工艺趋于成熟。低铬钝化液铬酐浓度在3~5g/L最合适,pH值以l~1.2最佳,室温下钝化时间一般5~8s。目前低铬钝化配方很多,但组成大同小异,现举几例说明其规范。
例1铬酐3~5g/L,硫酸锌(ZnS04·7H2O)1~2g/L,pH=1~2,室温10~12s。该配方最简单,易于控制,钝化膜耐蚀性合格,耐磨性好。新配镀液加入硫酸锌,以后调整时加入硫酸。如果钝化时间超过20s颜色仍浅,可加1g/L铬酐,加后仍浅,再适当加入硫酸。
例2铬酐5g/L,硝酸3mL/L,硫酸0.4mL/L,高锰酸钾0.1g/L,pH=0.8~1.3,室温5~8s。
例3铬酐5g/L,硝酸3mL/L,硫酸0.3mL/L,醋酸5mL/L,pH=0.8~1.3,室温5~8s。由于低铬钝化自身酸度较低,钝化液抛光性能差,因此钝化前先用2%~3%(体积分数)稀硝酸出光2~5s,根据钝化液酸度要求,可清洗也可不清洗直接钝化。钝化后可不清洗,直接进入60~65℃热水烫干。
低铬钝化时间短,不适合于自动线生产,而且从环保角度考虑,铬酐含量越低,运行成本越低,为此在低铬钝化基础上,出现了超低铬钝化。该工艺铬酐含量只有1~2g/L,彩色钝化时间为30~60s。该工艺适于自动线生产,不适于手工操作。与低铬钝化一样,超低铬钝化也必须先硝酸出光,钝化后必须热水烫干或离心机甩干或热风吹干。
④镀锌层铬酸白色钝化工艺 镀锌层的白色钝化有两种:一种是纯白色的,即“白钝化”;另一种是略带蔚蓝色的,外观似镀铬层,即“蓝钝化”。前者纯粹是一种无色透明的氧化锌薄膜,因几乎不含铬,耐蚀性较差;后者尚含有0.5~0.6mg/dm2三价铬,耐蚀性比白钝化好,这两种钝化膜只能用作低档产品的防护一装饰。
“白钝化”基本上包括彩钝化后漂白和一次白钝化两种工艺,其工艺流程为:
光亮镀锌一清洗一清洗一出光(2%~3%HN03)一清洗一白钝化一清洗两次一90℃以上热水烫一甩干一干燥。
彩色钝化后可采用铬酐l00~150g/L,硫酸3~4mL/L白钝化液钝化,该工艺属于高铬钝化。
一次性银白钝化常用工艺很多,仅介绍几个配方。
例1铬酐l5g/L,碳酸钡0.5g/L。室温15~35s左右。
配方中加碳酸钡的目的是除去铬酐中带人的硫酸根,防止黄色钝化膜的生成。例2铬酐2~5g/L,碳酸钡l~2g/L,硝酸0.5mL/L。室温15s左右。例3冰醋酸5mL/L,WX-2银白2g/L。10~40℃下20~40s。(注:WX-2银白为无锡市钱桥助剂厂产品)
例4铬酐5g/L,硝酸0.5~1mL/L,碳酸钡lg/L,醋酸镍l~3g/L,室温钝化3~8s,空气中停留5~10s。该工艺特别适于氯化物镀锌白钝化,因为氯化物镀锌膜易变色,加入少量醋酸镍可以大大提高防变色能力。
彩色钝化后采用硫化钠20~30g/L,氢氧化钠10~20g/L的碱液漂洗,得到的是耐蚀性较高的蓝白色钝化。也可采用下列低铬钝化工艺。
例1铬酐2~5g/L,三氯化铬0~2g/L,硝酸30~50mL/L,硫酸10~15mL/L,氢氟酸2~4mL/L。室温在钝化液中浸2~10s,空停5~15s。
例2硝酸l0mL/L,WX-1蓝白2g/L。溶液浸7~15s,空停7~15s。例3硝酸5mL/L,WX一8蓝绿粉2g/L。溶液浸l0~30s,空停5~12s。(注:WX-1蓝白、WX-8蓝绿粉为无锡市钱桥助剂厂产品)
⑤镀锌层铬酸军绿色钝化工艺 军绿色钝化又称橄榄色钝化或草绿色钝化,看上去很厚实,宛若涂层,典雅美观,光度柔和,膜层致密,抗蚀性高于其他颜色的钝化膜。主要用于军品作为掩蔽色,用于纺织机械零件、汽车零件、标准件及办公用品等作为防腐护一装饰镀层。
从机理上看,军绿色钝化膜是铬酸盐转化膜层和磷酸盐转化膜层结合的产物,即所谓的钝化膜和磷化膜复合膜层。在酸性介质中,溶解下来的锌离子与界面上的磷酸根反应,即

钝化液中的Cr3+与磷酸盐生成磷酸铬难溶盐,即

同时少量六价铬及其化合物也参加反应吸附于膜层中,对膜层的色泽和耐蚀性起到一定作用。在军绿色钝化膜形成过程中,几种难溶盐以不同的速度共析于镀层表面,结晶细小的铬酸盐以填充方式嵌附于结晶粗大的磷酸盐转化膜之间,因此军绿钝化膜耐蚀性能优于其他颜色钝化膜。
常用的军绿色钝化工艺规范是五酸钝化,其工艺规范为:
铬酐30~35g/L,磷酸10~15g/L,硝酸5~8mL/L,盐酸5~8mL/L,硫酸5~8mL/L室温钝化30~90s,空气中放置30~60s。
该工艺组成复杂,使用中变化大,质量控制有难度。目前,有一些商品军绿钝化剂,如WX一5A(无锡钱桥助剂厂),ZG-87(武汉材料保护研究所),UL-303(Et本工业上村公司),LD-11(武汉风帆电镀技术公司)等,可参考说明书选用。
工艺流程:镀锌一清洗一出光(2%~3%HN0。)一清洗一军绿色钝化一清洗三次一干燥。
注意事项:钝化时可用铝或塑料夹具;零件不得相互屏蔽或碰撞,要轻轻晃动零件或缓慢来回移动;钝化后在空气中搁置5~10s使之老化,未干时很嫩,不能用水猛冲,亦不能洗得太久,防止六价铬溶解。军绿色钝化膜外观为油光草绿色,允许轻微淡绿色、淡黄色或微灰色。
⑥黑色钝化黑色高雅庄重,具有特殊的光学效果,再加上镀层耐蚀性较高,近几年镀锌黑钝化的应用范围不断扩大,在电子、轻工、汽车与摩托车零部件、五金等用途广泛。镀锌黑色钝化工艺有银盐和铜盐两大类,银盐黑钝化又有醋酸薄膜型和磷酸厚膜型两种。铜盐黑色钝化膜黑度和光亮度不理想,耐蚀性也差,只能用于要求不高的产品。醋酸薄膜型钝化膜乌黑光亮、结合力好,但膜层薄、硬度不高,耐磨耐蚀性不高,而且钝化液不稳定。磷酸厚膜型除具有上述优点外,还克服了其缺点,性能较为理想。
黑色钝化膜的形成机理与彩色钝化有相似之处,同样分为溶解和成膜过程,但由于银盐或铜盐在钝化过程中生成了黑色的氧化银或氧化亚铜,嵌入钝化膜中,从而形成黑色吸光面。

钝化液的基本组成与其他钝化液相近,当采用银盐时,不能使用盐酸及氯化物作成膜促进剂,配溶液时必须使用去离子水。现举两例说明其钝化液组成与工艺。
银盐黑钝化:铬酐6~10g/L,硫酸0.5~1.0mL/L,醋酸40~50mL/L,硝酸银0.3~O.5g/L;pH=1.0~1.8,室温溶液中浸120~180s。
铜盐黑钝化:铬酐l5~30g/L,醋酸70~120mL/L,硫酸铜30~50g/L,甲酸钠70g/L;pH=2~3,室温溶液浸2~3s,空气15s。
⑦无铬钝化尽管生产中大量使用低铬或超低铬钝化液,但毕竟还存在六价铬的污染问题,我国在20世纪70年代开始研究使用无铬钝化。目前无铬白钝化已比较成熟,彩色钝化色调较浅,有待进一步开发。从钝化液组成看,无铬钝化的氧化剂主要为钛酸盐、钼酸盐等,现举两例说明其组成与工艺。
例1彩色钝化。
硫酸氧钛3~6g/L,双氧水50~80mL/L,硝酸4~8mL/L,磷酸8~12mL/L,六偏磷酸钠6~15g/L,单宁酸2~49/L。pH=1.0~1.5,室温浸渍10~20s,空气停留5~15s。该配方中,硫酸氧钛为氧化剂;双氧水为络合剂,防止钛盐水解;六偏磷酸钠参与钝化膜形成,提高钝化膜耐蚀性;硝酸起抛光作用,硫酸可防止钛盐水解并使钝化膜颜色加深;单宁酸使钝化膜颜色加深。
例2 白钝化。
硫酸氧钛2~5g/L,双氧水50~80mL/L,硝酸8~15mL/L,柠檬酸5~10g/L。pH=0.5~1.0,室温浸渍8~15s,空气停留5~10s。本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
电镀锌层的后处理
2655 人参与 2013年01月20日 01:25 分类 : 电镀技术 电镀工艺 电镀设备 评论



-

氧化亚钢也就是一氧化二铜,棕红色或暗红色结晶粉末。在1800摄氏度时失去氧。不溶于水,能溶于盐酸。溶于盐酸时生成白色氯化亚钢结晶粉末,氯化亚铜结晶粉末会溶化于过剩的盐酸中,遇稀硫酸或稀硝酸则生成铜盐,而其铜的一半成金属沉淀出来。能溶于氨水成无色溶液,在空气中会
-

电泳涂料不挥发物的测定法一、适用范围:本标准适用于电泳漆原漆,电泳槽液及回收槽槽液的不挥发物的测定。二、依据标准:国家标准GB6751-86《色漆和清漆,挥发物和不挥发物的测定》;EDTM-03《固成份测定法及计算方式》。三、仪器设备和材料:
-

铝及其合金防护装饰阳极氧化各工艺参数的影响(1)硫酸。在一定的氧化时问内,氧化膜的厚度取决于氧化膜的溶解和生长速度的比率。通常随硫酸浓度增加氧化膜溶解速度增大,反之亦然。氧化开始时氧化膜的成长速度浓溶液比稀溶液快,但随氧化时间延长,浓溶液中膜的成长速度反
-
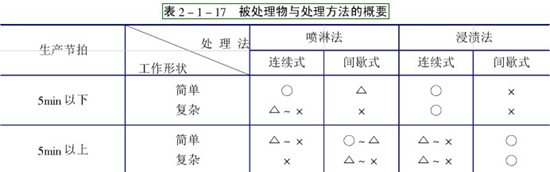
汽车涂装前处理设备根据处理目的、处理量(年生产纲领或生产节拍)、处理方法、被处理物的形状及材质和处理工艺等因素及现场条件设计选用。按生产方式,前处理设备可分为连续式和间歇式两大类。在大量流水生产场合采用连续式前处理设备,在批量生产场合采用间歇式。以汽车车
- 2013-03-26目枪色电镀工艺
- 2013-03-26沙雾镍工艺
- 2013-03-26浮雕电镀与双色电镀
- 2013-03-26电镀黑色装饰层的获得
- 2013-03-26涂装仿古铜工艺
- 2013-03-26金属仿金表面处理
- 2013-03-26电镀标准汇总
- 2013-02-05代铬镀层
- 2013-02-05不良铬镀层的退除
- 2013-02-04镀铬故障产生原因及排除方法
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
