电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
电泳网涂装频道导读:今天电泳网涂装频道小编为大家分享的是关于水性散热器内壁防腐漆施工工艺的文章, 一起来看看吧。
散热器在前处理之前须进行水压试验或气密性试验,在一定压力下严格检查不漏合格方能进行涂装前处理;涂装后的散热器再进行一次压力试验。俗话说:三分油漆七分工,在选对涂料的前提下,没有一个好的施工,也难以达到预期的涂装效果。
一、前处理:
采暖散热器的使用工况腐蚀因素多,涂层长期经受高温、高湿及水流的侵蚀、冲刷,除涂层要有优异的耐蚀性外,还须与底材结合牢靠,这就要求作好底材前处理;前处理质量对涂层性能的影响尤其显著,不重视涂装前处理,要想获得理想的内防腐涂层是不可能的。
散热器内腔狭小,不能采用机械喷砂处理,目前大多采用化学前处理法。
钢制散热器前处理工艺流程:脱指→水洗→酸洗→水洗→表调→磷化处理→水洗→烘干。
铝制散热器前处理工艺流程:脱脂→水洗→碱蚀→水洗→出光→水洗→氧化磷化→水洗→烘干。
可用浸泡法或泵循环法。
试验证明:钢制散热器采用薄膜磷化将具有更好的附着力和抗冲击强度,耐蚀性也将提高;铝制散热器也应控制好氧化磷化膜的厚度,膜不宜过厚。
二、涂漆
钢制和铝制散热器主要采用灌涂,可人工灌也可机械灌,即是将内表面处理合格的散热器吊装成一定倾角和放置方向,并与泵及漆槽连接成循环系统,采用专用接头进行灌涂。机械灌的好处是一次可灌多片,效率高;因用泵向内输送,使漆液有一定的压力,可减少漆中因晃动而产生的气泡,避免漆膜的一些缺点;机械灌涂虽然效率有所提高,但接头的上下也会耽搁些时间。
灌涂时漆液与散热器内壁接触应在3分钟以上并不停地晃动,使漆液能将管壁充分润湿并渗入缝隙,保征散热器内壁挂漆均匀,无漏涂。
漆罐中的漆液在使用一段时间后应过滤,滤布用120目以上,除去涂装过程今带入的残渣。
三、放置空漆
对刚灌完漆的散热器不能立即烘烤,否则有堆积的地方会起泡,起泡部位漆膜不完整,泡下部很薄或根本没有膜,很容易被汽流和水流冲毁,起不到应有的内防腐的作用。
刚灌完漆的散热器应倾斜放置1到2小时,使内腔残余漆都流出,可将其置于架子上,也可挂起使其尽量倾斜,倾角应大于45度;空置时应标识好散热器的放置位置,第一次朝下面的一端,在第二次灌完漆放置时朝。
放置完毕应将死角处堆积的漆用真空泵吸掉,尽量减少堆积,以免烘烤起泡。对于形状比较复杂,内腔死角多,残余漆难流出的散热器,应该从结构上想办法,使其便于流出堆积的漆。
涂料的粘度随温度的变化较大,当温度升高到35度以上时漆的粘度迅速变小,这有利于漆的流平;在有条件的地方可考虑将漆适当然加热,这样可提高漆的渗透力,使漆流平性更好,挂漆更均匀。
四、烘烤固化
涂完漆放置空干后的散热器进行烘烤固化,前一道固化温度为140度半小时,第二道固化温度为180度半小时;烘烤时散热器最好平放,让角落处堆积的漆回流,这样可减少堆积起泡;根据不同情况,固化温度和时间可作适当调整,但以涂层固化完全为前提。
五、检验及质量控制
涂装过程每一环节的检验都很重要,检验项目主要有:
1.散热器内壁涂层固化完毕后要用涂层测厚仪检测,内涂全部完工后应测总厚度;因散热器内腔狭小,用测厚仪无法直接测量,最好的办法是每批能解剖一片来检测;或者用工件相同材料作成的试板,与工件一同前处理和涂漆,来测厚度。对钢制散热器用磁性测厚仪检测,而铝制散热器需用涡流测厚仪测量。
2.涂膜外观应光亮平滑,无流挂、堆积、气孔、鼓泡,无漏涂。
3.有条件的单位应购置电火花检测仪,对散热器内腔进行彻底检查,确保散热器内防腐涂层的质量。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:电泳工艺
水性散热器内壁防腐漆施工工艺
1803 人参与 2017年05月05日 12:42 分类 : 电泳工艺 电泳原理 评论
-

铝及其合金防护装饰阳极氧化工艺溶液的配制方法在槽中加人总体积3/4的去离水,启动空气搅拌机,将计算量的硫酸缓慢加入槽中,按配方要求加入二元酸和多元醇,混合搅拌至完全溶解,加水至总体积,加一些脱脂的铝屑或旧氧化液,使铝离子含量达到1g/L左右,即可使用。
-

灰口铸铁又称灰铸铁,也简称铸铁灰口铸铁中的碳是成石墨状态存在的,断面呈灰色,所以叫灰口铸铁。灰口铸铁中石墨的生成一是在熔炼生铁时,冷却速度较慢,使生铁中的碳形成了大景的石墨;二是由于生铁中有硅元素存在,也能促使生成石墨,因此在灰口铸铁中含硅量较多。由于灰口铸
-
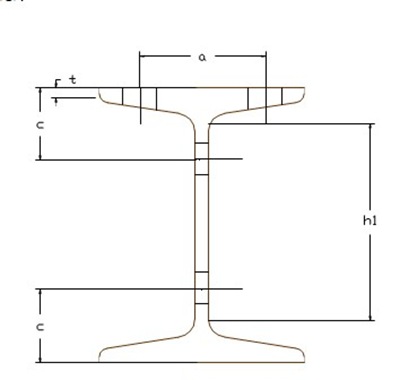
热轧工字钢的规线距离 注:表中t----翼缘在规线处的厚度;h1----连接件的最大厚度 普通工字钢轻型工字钢 型号翼
-

形状不太复杂的中、小型工件批量清理表面时,常常使用滚光滚筒,对于带孔洞、沟槽和螺纹的工件,滚筒滚光效果要差一些。一般电镀前的工件多用湿法滚光,筒内加入少量稀酸或含皂角粉、茶籽粉等除油剂的碱性滚光溶液。为改善工件表面质量,特别是表面低凹和孔洞部位的滚光效果,滚光
- 2024-03-04电泳涂装超滤器的维护与管理
- 2024-03-04电泳涂装的管理方法
- 2024-03-04电泳涂装超滤系统的作用的方式
- 2024-03-04电泳涂装的水洗设备
- 2024-03-04电泳涂装电泳槽体的设计要求
- 2024-03-04电泳面漆涂装工艺
- 2024-03-04电泳涂装的后处理烘干的方式方法
- 2024-03-04电泳涂装的后处理水洗的目的
- 2024-03-01电导率对于电泳漆槽液稳定性的影响
- 2024-03-01阴阳极比及极间距离的电泳工艺的影响
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
