电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳工艺 - 第11页
电泳漆初次使用(投槽)前电泳设备的清洗
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1477次
设备检查与现场清理所有与涂料相关的设备装置应调试完毕,运转正常后,方可进行清洗。首先检查各工序的工艺设备是否符合泳涂的要求,对其不合理的地方要作出备忘,及时通知有关部门作出调整改造,极力避免因设备的不合理性而影响涂装质量的隐患。其次,检查整条涂装线工艺设备并对各单项工序进行调试至能正常运转,确保各工序设备与相关管道、泵、阀等在水介质下运转(工作)的情况下,达到相关的工艺设计要求。各工序设备在水介质下,联机正常运行2~4小时后,才能确认该设备调试运作正常否。通过上述操作,确认安装初调试运作正常后,即可对现场进行清理,清除在安装制作设备过程中带入的所有机械杂质,清除所有非工艺要求的安装工具、设备。同时,强调确保厂房、设备的装饰保护层达到化学固化,以保证涂装线在清理、清洗干净后
电泳漆工艺管理要点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1353次
为确保生产的正常进行和获得稳定的涂装质量,电泳涂装生产线现场必须对槽液、涂膜质量、设备和生产环境进行严格地科学管理并做好记录。(1)阴极电泳槽液管理要点电泳槽液的维护和管理是电泳涂装施工过程中的一项重要工作,管理好坏不仅影响施工质量,也直接影响电泳涂料液的稳定性。定期检测槽液的固体分与灰分,检测频率一般为1次/周,并根据检测结果及时补加树脂与染料或颜料。定期检测槽液助溶剂的含量,由于助溶剂的消耗量较少,故检测频率一般为1次/月,并根据检测结果与电泳涂膜的外观及时调整。定期检测槽液的pH值与电导率,检测频率一般为1次/班或l次/天,并根据检测结果及时调整。注意循环搅拌系统与温度控制系统运行是否正常,并定期测量温度是否在工艺范围之内,测量频率一般为2
阴极装饰性电泳涂装操作条件
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1392次
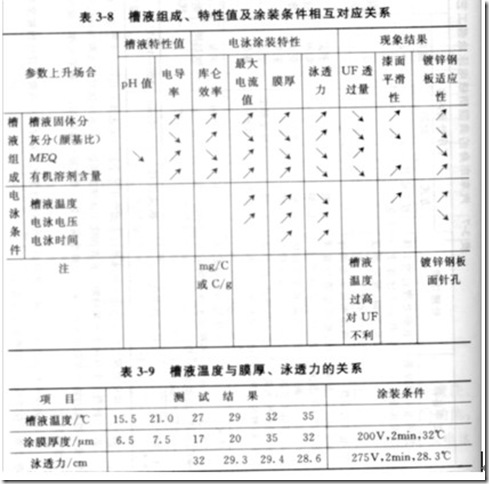
电泳槽液是一个兼具胶体和悬浮体的多组分体系,其组分和条件的改变将影响涂料液的电化学特性,进而影响电泳涂层质量。影响电泳涂漆的因素很多,主要有施工条件(电泳电压、电泳时间、槽液温度)和槽液参数(固体分、灰分和颜基比、助溶剂、pH值、电导率)等。①电泳电压电泳电压是电泳涂装的重要工艺参数之一,可分为工作电压、破坏电压和临界电压。在工作时,能获得规定的外观与优良的涂膜厚度时的电压,称为工作电压。当超出泳涂电压一定值时,在被涂工件上的反应加剧,产生大量气体,使电泳涂膜破坏,产生异常附着,这一电压称为破坏电压。低于泳涂电压下限时,几乎泳涂不上漆膜,这一电压称为临界电压。电压对涂膜的影响很大,电压升高,电沉积速度加快,泳透力提高,涂膜增厚。这是因为当电压升高时,电场强度增加,工作漆液中带
阴极装饰性电泳涂装工艺
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1422次
(1)基本工艺流程及工序简介阴极装饰性电泳涂装工艺一般由涂装前处理、电泳、电泳后处理、烘烤四道主要工序组成。基本工艺流程为:磨光(抛光、滚光或拉丝)→上挂具→阴极电解除油(或超声波清洗机清洗)→水洗→中和→水洗→表调→磷化→水洗→纯水清洗→电泳→回收→水洗→纯水清洗→助洗→吹风(预备干燥或晾干)→烘烤→下挂具→品检→包装。①磨光(抛光、滚光或拉丝)如果基体表面粗糙、锈蚀(氧化皮)或油污较严重,必须经过磨光(抛光、滚光或拉丝)处理,否则电泳涂层易产生表面粗糙、花斑、光泽太低、火山口或针孔、缩孔、局部无涂层、起泡、脱落、耐蚀性较差等缺陷。可见电泳前的基体表面状态和清洁程度是保证电泳涂层质量的先决条件,必须认真对待。由于金属工件的材质不同,其表面状态也不一样,故应当根据基体的
电泳涂料的种类与组成
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1742次
(1)涂料的种类 电泳涂料是一种仅适用于电泳涂装法的专用水溶性(或乳化性)涂料,在水中能离解为带电荷的水溶性成膜聚合物,在直流电电场的作用下,胶体粒子泳向被涂工件表面并放电沉积析出。 按涂料品种可分为电泳底漆、底面二合一电泳涂料、电泳面漆、二次电泳等。根据被涂物的极性和所带电荷的不同,电泳涂料可分为阳极电泳涂料(阴离子树脂涂料)与阴极电泳涂料(阳离子树脂涂料)两种。 阳极电泳涂料(阴离子树脂涂料)以阴离子型树脂作为成膜聚合物,经常用的都是多羧基的聚合物,配成的槽液呈碱性,中和剂为无机碱或有机胺,如KOH、一乙醇胺、二乙醇胺、三乙胺等。目前常用的有水溶性聚丁二烯阳极电泳涂料、水溶性环氧树脂阳极电泳涂料、水溶性丙烯酸酯阳极电泳涂料
阴极装饰性电泳涂装
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1288次
电泳涂装是在电泳胶体溶液中将导电的被涂物作为阳极(或阴极),在槽的两侧另设置与其相对应的阴极(或阳极),在两极间通直流电一定时间,在被涂物上析出均一、绝缘、水不溶的涂膜的一种涂装方法。根据被涂物的极性和电泳涂料的种类,电泳涂装可分为阳极与阴极电泳涂装。当被涂物为阳极,且所采用的电泳涂料是阴离子型时称为阳极电泳涂装;相反则称为阴极电泳涂装。电泳涂装是一种比较复杂的电化学反应过程,电泳涂料是具有胶体和悬浮体系特征的多组分体系,存在着弥散相(树脂、颜料微粒)和连续相(水)二种组分。一般认为,在工作时有电解、电泳、电沉积、电渗透四种作用同时发生。电泳涂装具有很多优点,如涂膜均一,密着性强;可简化或取消一般电镀流程,降低生产成本,缩短作业时间,提高生产率,并可实现自动化大生产;泳透力好,
30套电泳行业必看电泳工艺技术书籍
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1896次
30套电泳行业必看电泳工艺技术书籍,这30套书或图是从其它网上看到的,每本都能下载,不过要注册,虽然会花点时间,但是很值得哦。 喷涂线最终方案山东水旋喷漆室、烘干室设备图粉末喷涂施工技巧重汽设备CAD图http://www.haocoat.com/read.php?tid-4686.html陈慕祖汽车涂装技术文集一本很不错的书电镀废水处理流程(图)武汉东风设计研究院-前处理.dwg恭贺新年,元宵快乐!重汽设备原稿CAD图免费下......风管阻力计算一条电泳线的全套图纸铝材涂装(专题)电泳涂装技术手册电泳工序涂膜厚度异常的现象原因及对策喷涂操作技巧汽车涂装废水处理技术
电泳涂装的现场管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1689次

为确保生产的正常进宪,电泳槽液的稳定和涂层质量,必须加强电泳涂装生产的现场管理。两面管理包括工艺管理、生产管理和设备管理。电泳涂装生产的现场必须对电泳漆槽液、电泳涂装设备及配套装置和生产环境及状况进行科学管理,并做好记录;发现不正常现象,立即采取措施解决。(一)电泳涂装工艺管理它主要对电泳漆槽液及涂装的工艺参数、涂装质量等进行科学管理,现今不仅涂装厂在现场做好工艺管理工作,电泳涂料供应厂家也负责槽液的全面管理,现借鉴国外先进管理模式(CPU管理,即CostPerUnit),在国内许多涂装线也采用了CPU管理。工艺管理的项目、目标管理值、检测频率等,以关西涂料公司的HB-2000阴极电泳涂料为例介绍(见表3-11)。 在电泳涂装现场日常进行工艺参数的检测和调整:
电泳涂装工序及其工艺参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1676次
电泳涂装工序及其工艺参数电泳涂装工艺是由电泳涂装(ADE或CED)、电泳后清洗、吹干(或除水)和涂膜固化(烘干)等工序组成。各工序的功能、工艺参数及管理要点等,以工艺最典型、最复杂的汽车身阴极电泳涂装线为例,列于表3-7中。表3-7汽车车身的典型阴极电泳涂装工艺一览表工序名称处理功能工序处理内容控制管理要点备注方式时间温度1。用阴极电泳涂装法涂底漆在前处理过的车体内、外表面泳涂上一层均匀的、规定厚度担忧泳涂膜浸(通直流电)3~4min28~29℃槽液固体分(NV)、PH值、温度、电泳电压等电泳涂膜厚度一般为20±2μm;在采用厚膜电泳涂料场合可达35μm2电泳后清洗
行业排行
热门文章