电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第518页
阴极电泳涂装的工艺条件
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1524次
阴极电泳涂装的工艺条件它包拈以下4个方面共13个条件(参数):①槽液的组成方面。固体分、灰分、MEQ和有机溶剂含量。②电泳条件方而。槽液温度、泳涂电压、泳涂(通电)时间。③槽液特性方面 pH值、电导率。④电泳特性方面。库仑效率、最大电流值、膜厚和泳透力。它们之间的相可.关系及影响见表3-5u除表中所列的工艺参数外,还有稳定性、更新期、加热减量、L效果、熟化期、杂质离子许可浓度等。①固体分。电泳涂料和槽液在(105正负2)摄氏度的条件下烘干3h所留下來的不挥发部:分为电泳涂料的固体分•(NV%)—残留物质量/样品起始质量X100%).电泳槽液的固体分是电泳涂装的重要工艺参数之一,它直接影响涂层质量一般在
阳极电泳涂装和阴极电泳涂装的比较
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1591次
阳极电泳涂装和阴极电泳涂装的比较在前面其实我已经介绍过阴极电泳涂装法和阳极电泳涂装法的区别了,可以参考:阴极和阳极电泳漆有何区别,这里再更加详细的从原理到实际效果介绍一下阳极电泳涂装和阴极电泳涂装有什么不同之处。最初获得工业应用的是阳极电泳涂装法,1963年成功地用于汽车车身涂装。在20世纪70年代伴随着汽车产量增加,“盐公害”(为防止冬天的滑车事故,撒布大量的融雪盐,造成的汽车的腐蚀问题)的广泛发生,要求提高汽车的防锈力,因此开发了阴极电泳涂装。随后,防锈力高的阴极电泳涂装急速替换阳极电泳涂装•老线由阳极电泳涂装改成阴极电泳涂装,新建的车身涂装线都采用阴极电泳涂装•其结果见表3-2。阳极电泳涂装在汽车车身涂装中只有15年左右的历史。表3-2阳极电泳涂装改成阴极电泳涂装后的效
电泳涂装的局限性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1091次
电泳涂装局限性①仅适州于具有导电性的被涂物涂底漆。如木材、塑料、布等无导电性的物件不能采用这种涂装法。②由多种金属组合成的被涂物.如电泳特性不一样,也不宜采用电泳涂装工艺„③不能耐高温(165〜1850C)的被涂物,也不能采用电泳涂装工艺。近几年在国外已开发成功在120-150°C下烘干的电泳涂料。④对颜色有限记要求的涂裝不宜采州电泳涂装,变化涂膜的颜色须分槽涂装。⑤对小批量生产场合(槽液更新期超过6个月)也不宜推荐采用电泳涂装,因槽液的更新速度太慢,槽液中的树脂老化和溶剂含量的变动大,而使槽液不稳定。
电泳涂装的5大优点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1375次
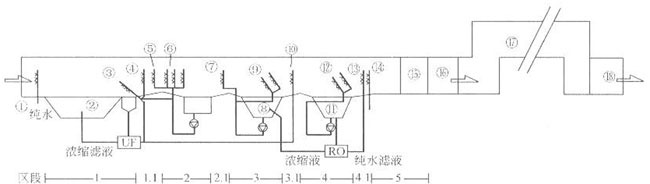
电泳涂装的5大优点①电泳涂料在水中能完令溶解和乳化,配制成的槽液黏度很低.与水差不多。很易浸透入浸在槽液中的车身(被涂物)的腔状构造及缝隙中。②电泳槽液具冇高的导电性,涂料粒子能活泼泳动,而沉积到被涂物上,湿涂膜的导电性小,随湿涂膜增厚,其电阻增大,达到一定电阻值时,就不再电沉积上去了。基于这两点.电泳涂装具心良好的泳透性,可生成比较均一的涂膜。③槽液的固休含量低,黏度小,被车身带出槽外涂料少,且可用超滤装置和反渗透(RO)装置回收利用。④涂膜的附着力强,防锈力高(20um厚的阳极电泳涂膜的耐盐雾腐蚀性300小时以上,阴极电泳涂膜耐盐雾腐蚀性1000h以上。⑤电泳槽液的溶剂(水溶忱溶剂)含量少,用喷灯点火都烧不起来,可少担心现场火灾和爆炸。电泳涂装法的优点
电泳涂装工艺原理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1320次
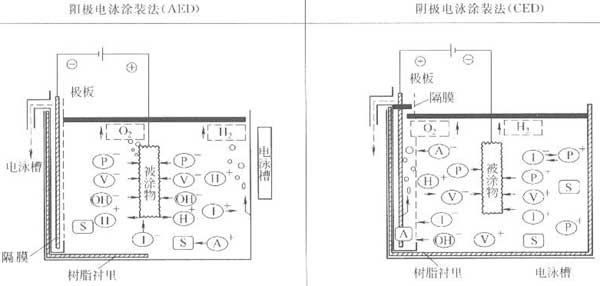
电泳涂装<clcciroclcpositon,KD)是一种特殊的涂膜形成方法,分为阳极电泳涂装(AED)和阴极电泳涂装(CED)0仅适用于与一般涂料不同的电泳涂装专用的(水溶性或水乳液)涂料(简称电泳涂料)。它是将具有导电性的被涂物浸渍在装满水的、浓度比较低的电泳涂料槽液中作为阳极(或阴极),在槽屮另设置与其相对应的阴极(或阳极),在两极间通直流电,一定吋间后,在被涂物表面析出或沉枳均一、水溶的涂膜的一种涂装方法。根椐被涂物的极性和电泳涂料的种类,电泳涂装法可以分为两种:阳极电泳涂装法.被涂物为阳极,所采用的是阴离子型(带负电荷)电泳涂料;阴极电泳涂装法,被涂物为阴极,所采用的是阳离子型(带正电荷)电泳涂料。电泳涂装过程伴随电泳、电沉积、电解、电渗四种化学物
汽车电泳涂装的必要性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1604次
汽私车身涂底漆在汽车车丄业100多年历史中经历r喷涂、浸涂和电泳涂装三个阶段。当初采用喷涂法时,车身内腔和缝隙间表面喷涂不到而裸露,金属腐蚀从里向外,在高温高湿的气候条件下使用1-2年就会产生穿孔腐蚀。笫二次世界大战后采用浸涂法,开发采用转动浸涂法Crotodip)和拖式浸涂法,仍采用有机溶剂型涂料,在车身的耐蚀性能方面冇所提高,存在的问题是缝隙间有“溶落”现象。人槽浸漆火灾危险性大。因此,设法汁发采用水性浸用涂料和探索新的涂装方法。电泳涂漆法在汽车涂装中获得应用始于20世纪60年代初•它是在汽车工业屮普及的技术更新最快的车身涂底漆方法。尤其是1977年以来,形成阴极电泳涂装法替代阳极电泳涂装之势。在汽车市场上形成未采用阴极电泳的轿车失去竞争力的局面。阴极电泳涂装工艺经过20多
涂装质量评定及缺陷解决办法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1888次
涂装质量评定及缺陷解决办法1、前处理质量检测前处理是影响涂层质量和涂装寿命的极为重要的因素,可以认为是第一位的因素。一般认为约占成因的50%-70%。2、涂层质量检测(1)涂层基本性能检测A.颜色与外观—采用观察涂膜颜色及外观并与标准色板比较加以评定;B.厚度—厚度测量有湿膜测量和干膜测量。干膜厚度可用千分尺、磁性测厚仪测量。在非磁性金属表面可用涡流测厚仪。湿膜厚度可用湿膜测厚规测量。C.硬度—划痕法;铅笔硬度法;压痕法;摆杆法D.附着力—划圈法;划格法;拉开法;E.柔韧性—锥形轴弯曲法;园柱轴弯曲法;柔韧性多轴棒试验法F.冲击强度—落锤法3、涂层应用性能检测(1)抗磨性:即在一定的负载下经规定的磨转数后,测定膜层的失重。如可用M-200型磨
阴极电泳涂装常见的漆膜弊病及防治方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1941次
阴极电泳涂装常见的漆膜弊病及防治方法序号问题原因防法方法1膜厚不足固体份低电压低温度低电导率低阳极不连接或阳极损耗工作周围循环
电泳涂料适用范围
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1223次
电泳涂料适用范围:□汽车车体(4轮车体、3轮车体)□汽车零件(车体零件、转向、刹车片部品)□工业用产品(2轮车架、油箱、家电产品)□器具、机械(农耕机具、工作机械、其他)□建筑构造物(铁筋、金属部分材料)□钢铁产品□其他(导电性被涂物)电泳漆日常管理:具体参数以电泳漆厂家为准。
行业排行
热门文章