电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
阴极电泳涂装常见的漆膜弊病及防治方法
序号
问 题
原 因
防法方法
1
膜厚不足
固体份低
电压低
温度低
电导率低
阳极不连接或阳极损耗
工作周围循环不良
前处理不干净
磷化膜过厚
提高槽液固体份
提高电压
提高温度
减少超滤液损耗
重新连接或更换阳极
通常因泵、过滤器及喷嘴阻塞而致
加强前处理
注意控制磷化膜厚度
2
膜过厚
固体份高
温度高
电导率高
电压高
降低固体份
降低槽液温度
提高超滤液的排放量
降低电压
3
泳透力低
电压低
固体份低
搅拌不足
颜基比过低
升高电压
补加漆
加强槽液搅拌
提高颜基比
4
缩孔(凹坑)
污染
检查在零件上及系统周围有无润滑油脂及油喷片及喷塑
5
针孔
固体份太底
电压太高
槽液PH值太低
槽液电导太高
后处理水洗时间过长或喷射力过大或呈酸性
槽液温度低
提高固体份
降低电压
调整PH值
排放超滤液
调整清洗时间或降低喷射压力
提高温度
6
漆膜桔皮
溶剂含量偏低
漆膜太厚
电导太高
补加助溶剂
调整工作参数降低厚度
超滤
7
漆膜失光或光泽不匀
涂料污染
后处理水冲洗中含矿物质太多呈酸性
颜基比偏高
PH值偏低
检查涂料
检查后处理水质量或更换纯水
加入树脂,达到设定标准
调整PH值
8
水迹(水痕)
水洗不良或水质差
水累积于低陷处
烘烤温度上升太快(水滴未干前已沸腾)
加强水洗或更换纯水
调整工件位置和方向
检查炉温,确保预烘,进炉前用热风或压缩空气吹干水滴
9
“L”效应
涂料颜基比过高
漆液循环量不够
电泳时间过分长
漆液含机械杂质
工件位置不正确
加树脂降低颜基比
加大槽液循环量
缩短电泳时间
加强过滤
调整工件位置
10
表面粗糙
槽液电导偏高
槽液更新周期太长,槽液老化或存放时间过长
颜基比偏高
磷化膜过厚或粗糙
电泳底材不良,后处理水不干净,呈碱性
超滤并排出超滤液
加快电泳漆更新速度
降低颜基比
调整磷化液
提高底材质量,加强后处理水质量
11
颗粒
槽液含机械杂质
溶剂含量偏低
PH值偏高
颜填料絮凝
烘干设备内不干净
磷化质量不好
电泳前处理及后处理水呈碱性
检查过滤系统,加强过滤
补加溶剂
补加中和剂
加强搅拌
清理设备
调整磷化液
保证清洗水质量
12
光泽太高
烘烤温度太低或烘烤时间太短
颜基比失调
加强烘干
补加颜基比高的漆料
13
漆膜“花脸”
磷化膜不完整
漆膜湿膜有缺陷,导致基材质锈
漆膜太薄
PH值过低,后冲洗水酸性太高
调整磷化液
通过调整施工参数,提高漆膜厚度
提高膜厚
调整PH值,保证后冲洗水质量
14
“击穿”脱漆
阴阳面积比失调
电压过高
极间距离太小
阳极液电导太高
槽液电导异常
工件局部夹带电解质
槽液温度太高
PH值过低
固体份过低
溶剂过多
调整阴阳面积比
降低电压
增大极间距
降低阳极液电导
排放超滤液
加强前道水洗
降低槽液温度
调整PH值
调整固体份
超滤过多溶剂
15
漆膜表面呈泪滴水迹状
后处理水洗用水混浊,杂质多
电泳水洗后到烘室时间太短
温度太高
电泳槽表面张力过大
加强后道水洗
调整烘室口温度
降低预烘温度
改善漆液表面张力
16
漆膜机械性能,附着力差
电泳前工件表面温度高
磷化膜不均匀
电泳漆PH值过高
磷化膜后处理不好
调整电泳前工件表面温度
提高磷化膜质量
补加中和剂
改善磷化膜后处理
17
漆膜防腐蚀性能差
磷化膜不均匀
磷化后处理不好
电泳漆液中杂质离子过多
电泳清洗水质不干净
提高磷化膜质量
改善磷化后处理
过滤漆液,清除杂质离子
用干净水进行水洗
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
阴极电泳涂装常见的漆膜弊病及防治方法
1934 人参与 2013年11月18日 07:23 分类 : 电泳工艺 电泳原理 评论
-
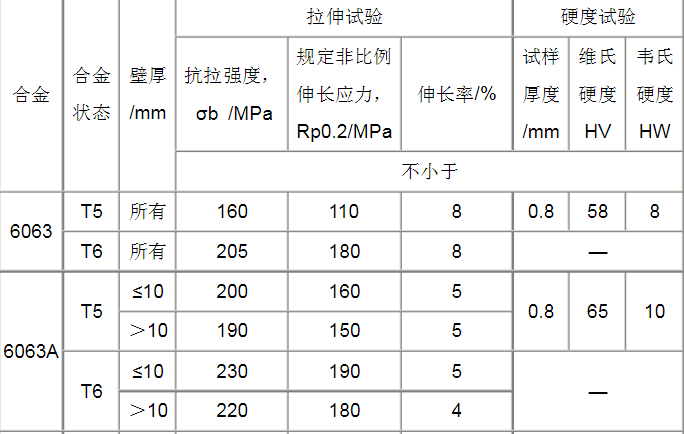
铝合金型材是在建筑中经常用到的一种材料,铝合金在用于建筑时都是要经过特殊的防腐处理以后才能使用的,铝合金建筑型材的牌号也是很多的,不同的铝合金建筑型材的牌合的表面处理方法也是不一样的,下面我们就来分享一下铝合金建筑型材常见的规格牌号吧。铝合金建筑型材的牌号60
-

今天小编为大家分享的是关于【郑州二模化学】2017年郑州市初中毕业年级适应性测试试卷的文章,一起来看看吧。
-

右旋糖酐为什么有扩充血容置的作用?其注意事项是什么?右旋糖酐能提高血浆胶体渗透压,吸收血管外的水分而扩充血容量,维持血压。临床应用中要注意用虽过大可致出血,每日用董不应超过1500毫升;充血性心力衰竭和有出血性疾患者禁用。肝肾疾病者慎用;少数病人可出
-

互质数是什么质数:除了1和它本身以外,再没有其它约数的自然数,叫做质数(或素数)。如,3的约数集合={1,3},7的约数集合={1,7},19的约数集合={1,19丨•……所以•3、7、19……都是质数,自然数1既不叫质数,也不叫合数。质因数:把一个合数用若干
- 2018-04-10电泳漆生产厂家介绍,电泳漆厂家排行榜二
- 2018-04-10国内的电泳漆生产厂家有哪些
- 2018-04-10电泳漆十大品牌公司排行榜,常见电泳漆生产厂家
- 2018-04-10一般的常见的涂装缺陷及其防治方法
- 2018-04-04电泳涂料简介
- 2017-05-09电泳涂装型材缺陷产生原因及解决方法
- 2017-05-05电泳漆槽液细菌防治办法
- 2017-05-05电泳漆涂膜干痕现象分析与对策
- 2017-05-02好难看的电泳涂膜!为什么?怎样避免?
- 2017-05-02电泳二次流痕漆膜缺陷防治办法
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
