电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第525页
电泳涂装水洗工序简介
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1382次
钝化水洗/封闭钝化水洗将所有的水溶性盐的残渣中和,防止受潮起泡。pH4.0-5.5的钝化水可以消除水中的碳酸盐,防止金属氧化物的可能沉淀。去离子水末道水洗钝化后常常要用去离子水水洗来去除可能会使漆层受到损害的钝化液或磷酸盐残渣。金属表面的磷酸盐残渣会使电泳漆膜不均匀,而且会污染电泳槽液。去离子水水洗步骤中使用再循环水,然后再在出口处用新鲜的去离子水洗一下。再循环的去离子水的电导不要超过50mW,新鲜的去离子水的电导不要超过10mW。水洗对于成功的预处理,在各工艺步骤之间进行适当的水洗是非常重要的。在脱脂以后的喷淋水洗要有一定的喷压,使所有的残余的碱性脱脂剂能全部除掉。在磷化后的水洗则应使用“溢流”型,以避免对刚生成的磷化膜产生干扰。这二种水洗方法所使用水量都要足够
电泳涂装前的脱脂工序
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1568次
脱脂工序预处理工艺的第一工序是脱脂工序,使用它去除脏污、油脂和其它脏物,这些东西会影响高质量的磷化膜在表面的生成、会影响油漆的黏附性、或者会造成油漆表面的缺陷。要根据需要和需去除的沾污的性质以及基材的性质来选择所使用的脱脂剂。最常用的脱脂剂是碱性脱脂剂。可根据工件的条件选择使用一定pH的脱脂剂。脱脂工艺中有时也使用中性或酸性的脱脂剂。有些工件的脱脂可能需要结合使用喷淋和浸渍二种方法。喷淋脱脂工艺中结合利用了脱脂剂的化学性质和脱脂溶液在压力下的机械冲洗作用,而浸渍脱脂方法可以使脱脂溶液到达喷淋法所难以到达的工件上的部位。按照脱脂剂的pH,它们可以大致作如下分类:碱性脱脂剂中性脱脂剂
电泳预处理喷淋槽简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1410次

电泳预处理电泳涂装工艺首先从预处理开始。预处理这个术语是指为了使工件作油漆而作的化学表面处理。在预处理工艺中把会影响表面性质的脏污沾污除去,预处理可以增强油漆的黏附力、提高涂膜的性质、并且防止电泳槽的污染。典型的预处理工艺包括脱脂、水洗、表调(如果作锌磷化)、磷化、水洗和钝化等。电泳涂装工艺的预处理一般使用喷淋槽。吊挂在传动链上的工件依次通过各个工艺处理区作处理(图1-1)。图1-1,典型的喷淋槽每个喷淋区中有溶液槽、泵、喷架、喷嘴等组成,每个组成部件都有不同的作用。电泳涂装工艺中的典型的预处理工序为:工序处理时间
电泳涂装工艺发展历史
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1324次
发展历史电泳涂装的历史是从十九世纪将胶乳涂在布上制造橡胶手套就开始了。三十年代在铁制的罐头内壁涂胶乳的方法也是电泳。五十年代时,福特汽车公司的GeorgeBrewer开始对汽车车身底漆的阴极电泳涂装作了研究。六十年代初,福特公司将阴极电泳底漆涂装应用于一些车身上。我们比较熟悉的是电泳涂装可以作为底漆,但是它也可以用作面漆使用。近来,对将电泳漆作为B级甚至A级面漆的需求正在增加。电泳漆有二种:阴极和阳极电泳漆。六十年代早期,在商业上就有了阳极电泳系统,七十年代出现了阴极电泳工艺。由于阴极电泳的涂层的外观优秀、可以选择的颜色多,所以目前阴极电泳系统使用更为普遍。电泳法是将漆膜在导电的基材上沉积,这是一种在复杂的金属部件上生成均匀和耐腐蚀的漆膜的非常有效的方法。它被广泛应用于车身、隐
电泳涂装工艺简介
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1371次
电泳涂装是金属涂装的一种工艺。在电泳涂装工艺中,使用水溶性涂料对待涂装的工件作槽浸渍法处理。和其它表面涂装工艺相同,由于电泳涂装(或被称作为E-Coat)的一些独特的优点,所以在有些涂装应用中它是一种最佳的选择方法。在研究涂装应用时,应该考虑电泳涂装法的许多优点。电泳涂装的优点是:l应用成本低。可以使用一个吊架处理许多零件,系统可以自动化;l能提高产量。电泳涂装与其它涂装线比较,电泳线的生产线速度较高,所以它的产量较高;l材料利用率高。电泳系统的材料利用效率可高达95%,系统不产生过喷漆,水洗下来的涂料可以回收继续使用;l涂膜的外观好。使用电泳法可以使错综复杂的零件也得到均匀一致的涂膜。电泳法所得到的膜不会产生凹陷和突边的现像,而且能产生极好的漆膜覆盖;环
阴极电泳涂料投槽方法及注意事项
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1373次
阴极电泳涂料投槽方法及注意事项1.单组分ST-2阴极电泳涂料投槽方法投槽前需对设备进行调试,确认各设备运转正常,然后进行彻底清洗,消除油污、积垢等杂质。ST-2阴极电泳涂料为单组分、高固体份(68%—70%)、高粘度阴极电泳涂料,投槽应采用加水逐步稀释的方法。以4L电泳槽为例,配槽步骤如下:l称取原漆1kg,置于干净的电泳槽内,另称取3kg的去离子水。l缓慢向槽内加去离子水稀释,每加一次水均应充分搅拌,使得原漆与去离子水充分混合均匀。每次加水量约为100—150ml左右。当去离子水全部加完后,将槽液置于搅拌下,充分搅拌熟化24—48hr后进行涂装。2.双组分HED系列阴极电泳涂料投槽方法●投槽前需对设备进行调试,确认各设备运转正常,然后进行彻
阴极电泳涂料可能出现的问题及解决方案
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1347次
阴极电泳涂料可能出现的问题及解决方案HED系列阴极电泳涂料在施工过程中,尽管在规定的工艺参数下实施监控和管理,但由于各种相关条件的影响,仍存在出现问题的可能性。为了方便用户的使用,我们特把易发生的问题,产生的原因及解决方法列表如下:现象可能的原因对策膜厚不足固体份降低补充原漆,提高固体份
阴极电泳涂料CED设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1585次
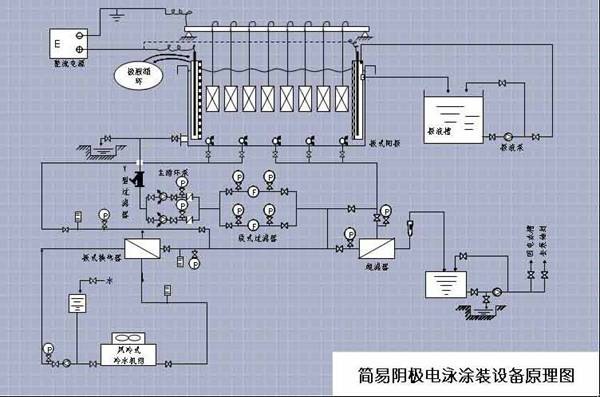
CED设备电泳过程可简单表示如下图:1.前处理设备在CED主槽之前为前处理区好的前处理质量是获得具有优良耐蚀性和附着力漆膜的基础。通常,前处理包括脱脂、清洗、磷化三部分:脱脂:主要目的是为了除去工件表面的矿物油、润滑油及冲压拉延油以及附着在金属表面的金属屑、灰尘、焊渣、它们是磷化和电泳潜在的尘埃源,可能引起涂膜外观的颗粒;注意脱脂后的清洗效果。如脱脂不充分,一方面易产生黄锈,导致磷化不均匀;另一方面使磷化结晶变粗,涂膜外观变差,耐蚀性能下降。除锈:一般在无锈的情况下,可省去除锈工艺,有锈则用除锈剂去除。除锈后清洗干净,特别是夹缝、点焊缝等处易残留除锈剂(一般为无机酸)。表调:表调剂由金属钛盐组成,它能沉积在工作上形成磷化膜的结晶中心。表面调整和表调效果的好坏
阴极电泳涂料检测项目
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1359次
检测项目●槽液固体份测定(NV)固体份是指电泳涂料在105℃时加热3小时后,剩余的干燥树脂和颜料份的百分含量。测定方法如下:1)称取约2g的槽液存于干燥洁净的小蒸发皿中,在105±5℃下,烘干3小时,称量。2)计算:NV%=(W2/W1)×100%式中:NV%固体份值W2烘干后残留物重量W1样品起始称量测定时,可取2~3个平行实验计算平均值。●灰分和颜基比的测定电泳涂装场合的颜基比是指电泳涂料、槽液或者涂膜中的颜料和基料(树脂)之比。颜基比的测定有溶剂法和测灰分法。电泳涂料所用的颜料,除碳黑外一般都是不燃性的无机颜料,因而常用测定灰分来算出颜料份,方法简便。1)检测仪器和材料①.坩锅和马福炉②.恒温干燥箱2)测定方法
阴极电泳涂料(CED)基本化学参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1504次
基本化学参数●固体分(NV):槽液固体分,包括基料、颜料及不挥发添加剂。●pHpH和MEQ表示槽液中H+(H3O+)浓度。相较之下,MEQ更能体现,因为它表示中和槽液中基料所需要的酸量。R-NH2+H+→[RNH3]+如果中和度不够(MEQ值太低,pH太高),树脂水溶性降低,可能引起涂料粒子聚结。[RNH3]++OH-→R-NH2+H2O●电导:如前所述。中和酸的种类是影响电导的决定因素,酸越强,电导越高。●MEQ:毫克当量(mmol消耗的酸或碱/100g树脂)。有两种毫克当量,MEQacid(mmolKOH/100g树脂)和MEQbase(mmolacid/100g树脂)。MEQ值与槽液中和度有关。中和度=MEQacid
行业排行
热门文章