电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第542页
水质水量调节 废水处理单元技术
发布 : 涂装助手 | 分类 : 水处理工艺 水处理设备 | 评论 : 0人 | 浏览 : 1190次
无论是工业废水,还是城市污水或生活污水,水量和水质在24小时之内都有波动。一般说来,工业废水的波动比城市污水大,中小型工厂的波动就更大,甚至在一日内或班产之间都可能有很大的变化。这种变化对污水处理设备,特别是生物处理设备正常发挥其净化功能是不利的,甚至还可能遭到破坏。同样对于物化处理设备,水量和水质的波动越大,过程参数难以控制,处理效果越不稳定;反之,波动越小,效果就越稳定。在这种情况下,应在废水处理系统之前,设置均化调节池,用以进行水量的调节和水质的均化,以保证废水处理的正常进行。此外,酸性废水和碱性废水可以在调节池内中和;短期排出的高温废水也可通过调节以平衡水温。另外,调节池设置是否合理,对后需处理设施的处理能力、基建投资、运转费用等都有较大的影响。废水处理设施中调节作用的目的是:
筛除设备 废水处理单元技术
发布 : 涂装助手 | 分类 : 水处理工艺 水处理设备 | 评论 : 0人 | 浏览 : 1160次
筛除设备通常是指由金属栅条构成的格栅和金属筛(网)设备,一般安置在废水处理流程的前端,用以去除废水中较大的悬浮物、飘浮物、纤维物质和固体颗料物质,从而保证后续处理构筑物的正常运行,减轻后续处理构筑物的处理负荷。一、筛除设备的类型(一)格栅按格栅形状,可分为平面格栅和曲面格栅;按栅条间隙,可分为粗格栅(50~100mm)、中格栅(10~40mm)和细格栅(3~10mm);按栅渣清除方式,可分为人工清除格栅、机械清除格栅和水力清除格栅。(二)筛(网)筛网设备按孔眼大小可分为粗筛网和细筛网;按工作方式可分为固定筛和旋转筛。二、设备和装置(一)常用的机械格栅设备(1)链条式格栅除污机(2)循环齿耙除污机(3)转臂式弧形格栅
水处理技术概述
发布 : 涂装助手 | 分类 : 水处理工艺 水处理设备 | 评论 : 0人 | 浏览 : 1243次
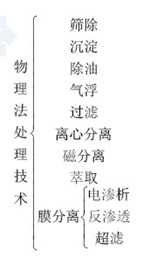
废水处理的目的,就是利用各种方法将污水中所含的污染物质分离出来,或将其转化为无害的物质,从而使污水得到净化。按废水净化程度可将处理分成三级:一级处理:除去油类、酸碱物质以及可以截留的悬浮物。二级处理:除去可溶性有机物和部分可溶性无机物以及经一级处理残留的悬浮物。三级处理:除去难降解的有机物和较高程度的除去可溶性N和P等无机物。按废水处理时的作用性质,可分成物理法、化学法和生物法。1.物理法物理法主要是利用物理作用分离废水中呈悬浮状态的污染物质,在其处理过程中不改变污染物的化学性质。常用的物理法有采用格栅、筛网、砂滤等方法截留各类漂浮物、悬浮物等;利用沉淀、气浮等方法分离比重与水不同的各类污染物质;利用离心法分离各类悬浮物质等。2.
涂装前处理现场质量管理
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1170次
涂装前处理现场质量管理1、脱脂工序脱脂效果不佳的原因⑴脱脂剂选择不当;⑵脱脂时间太短;⑶脱脂温度偏低;⑷脱脂剂浓度偏低;⑸喷射压力低;⑹喷咀堵塞,流量不足;⑺浸渍脱脂的机械作用力小;⑻工作液中含油量太高;⑼脱脂后水洗不彻底。2、喷淋脱脂工作液泡沫多的原因⑴温度太低;⑵循环泵密封处磨损而进空气;⑶脱脂剂选择不当;⑷喷射压力太大;⑸槽液液面过高。3、除锈(氧化皮)效果不佳的原因⑴工件表面油污未去尽就除锈;⑵锈层或氧化皮太厚或工件表面有腐蚀现象;⑶除锈液浓度太低或使用过久或除锈温度太低;⑷缓蚀剂用量过多;⑸局部沾附有油漆或其他胶状物;⑹除锈用的酸本身的除锈能力弱。4、除锈后工件表面返黄的原因⑴用强酸
涂装工艺性能检测问题
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1452次
性能检测1、一些常用试剂的近似比重、百分含量和摩尔浓度名称分子式重量百分比(%)比重摩尔浓度盐酸HCl36~38
典型涂装工艺问答
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1263次
涂装工艺1、与磷化膜配套的涂装方式主要有哪几种?刷涂、喷涂、高压无气喷涂、电泳涂装、静电喷涂等。2、静电喷涂对压缩空气的要求粉末静电喷涂所用压缩空气必须是经油水分离器过滤的无油、水份和其它杂质的干净气体,否则易造成涂膜产生气泡、脱落等缺陷。3、汽车车身涂装前处理典型工艺此类工件均为冷轧板冲压焊接而成,要求工件不能有锈蚀,即使有极少量锈点也应在上线前打磨掉。采用阴极电泳涂装时,对前处理要求较高,典型工艺为:⑴手工擦拭;⑵预脱脂,采用XH-15B或XH-14,喷淋,50~70℃,1min;⑶脱脂,采用XH-15B或XH-14,喷淋—浸泡—喷淋,40~50℃,0.5~2.0~0.5min;⑷水洗二道,喷淋,常温,1min;⑸表调,采用XH-12,喷淋,常
有色金属涂装前处理
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1349次
有色金属涂装前处理1、铝及合金涂装前处理有哪些主要工序?浸液法的典型流程主要工序:脱脂、碱蚀、出光、表调、化学转化及每道工序后的水洗工序,最后为转化膜干燥老化。典型流程:①脱脂—水洗—碱蚀—水洗—出光(表调)—水洗—化学转化—水洗—水洗—老化。②脱脂、表调二合一—水洗—化学转化—水洗—水洗—干燥老化2、结合公司产品选择铝及合金、脱脂剂铝及合金的脱脂宜采用弱碱性溶液(pH8~9.5),pH值最好不超过11以免引起Al表面过腐蚀。XH-14、XH-15B、XH-18、XH-23A等均为中性脱脂剂,均可用于Al及合金件脱脂,另外,XH-32C脱脂有调二合一脱脂剂选用于无碱蚀出光工艺。但要注意材质、处理温度与时间,严防过腐蚀。3、Al及合金件涂装前处理工艺
金属喷涂前处理磷化问答
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1640次
金属喷涂前处理磷化问答1、磷化膜作为涂装的底层起什么作用?①提供工序间保护,以免引起二次生锈。②提高整个涂层的耐腐蚀性。③增加涂层与基材的附着力。④防止漆膜与基材发生化学反应。⑤提高涂装产品的装饰性能和使用寿命。2、结合公司产品,磷化剂按处理温度分类常温:XH-1、XH-1B、XH-2、XH-2B、XH-24、XH-6、XH-11等。低温:XH-5、XH-8、XH-24、XH-10B、XH-21等。中温:XH-34、XH-34B、XH-13、XH-84、XH-86等。3、结合公司产品,按磷化膜化学成份分锌系:XH-8、XH-24、XH-2B等。锌钙系:XH-5锌铁系:XH-1B、XH-1、XH-1A等铁系:XH-11、XH-11
金属喷涂前处理表调简介
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1498次
表调1、表面调整对磷化起什么作用?①克服粗化效应 ②提高磷化速度 ③细化晶粒④改善磷化膜外观 ⑤提高涂膜性能2、表面调整剂有几类?①碱性表面调整剂(胶体肽盐)。②酸性表调剂。③烷基磺酸盐表面调整剂。XH-12型钛盐抗硬水表调剂属碱性表调剂。3、影响碱性表调剂使用性能的主要因素①使用方法 ②pH值 ③温度<35℃ ④搅拌循环搅拌4、XH-12
金属喷涂前处理除锈简介
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1787次
除锈1、为什么钢材表面的除锈质量直接影响涂膜性能?钢材表面的除锈质量主要指工件表面氧化皮、锈蚀等污物的清洁程度,涂装前表面的氧化皮和锈蚀若除不彻底,影响磷化效果,涂膜的附着力不好,并且工件会进一步腐蚀,引起涂膜起泡、脱落。2、除锈的方法有哪几种?①手工处理 ②机械处理 ③喷射处理 ④化学处理3、何谓酸洗除锈优点将处理的金属工件浸入盐酸、硫酸、硝酸、磷酸、氢氟酸等无机酸和柠檬酸、酒石酸等有机酸溶液中,通过化学反应及剥离作用,使氧化皮(锈化)从金属工件表面剥离下来的过程。酸洗除锈具有除锈速度快,成本低,每个角落的腐蚀都能完全去除等优点。4、酸洗工序常用酸的
行业排行
热门文章