电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 - 第12页
电镀车间设计车间组成及面积
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2966次
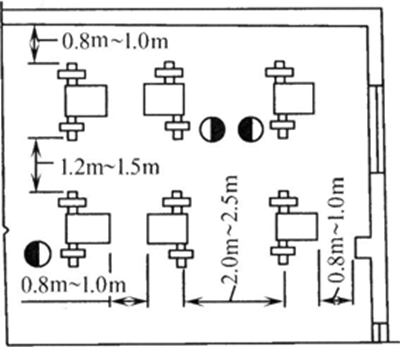
(一)车间在总平面中的位置设备明细表确定后就可进行设备排列及车间平面布置,在布置以前,先要确定车间在工厂总平面布置中的位置。电镀车间是一个容易对周围环境造成污染和腐蚀的生产部门,所以在厂区总平面布置时,电镀车间宜建在单独厂房内,以改善车间劳动条件和减少对相邻车间的不良影响。工厂总平面布置时应注意以下几点:(1)本车间应位于当地主导风向的下风侧,避免排出的有害气体进入其他车间和办公、住宅区。(2)本车间应远离精密加工车间、精密仪器间、金属材料库及成品库等厂房,以免造成对精密设备、仪器、金属材料和成品的腐蚀。(3)本车间应与产生大量粉尘的部门如锅炉房、铸工车间、木工车间、喷砂间等保持一定距离,并位于上风侧,以防止粉尘沾污电镀溶液而降低镀层质量。(4)
电镀车间工作人员组成
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1407次
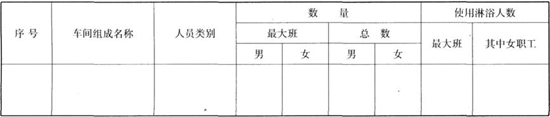
电镀车间的人员包括生产工人、辅助工人、行政管理人员、工程技术人员及检验人员等。(一)生产工人生产工人可按工作位置配备或按劳动量算出工人的数量。镀槽容量在1000L以下,负荷率在70%以下时,每一镀槽或处理槽的生产工人可参考下列数据配备:准备处理(去油酸洗等),装饰性镀铬2人~3人;化学处理及电镀1人~2人;当设备负荷过低时,也可用l名生产工人兼管数槽。滚镀槽电镀时间较长时,可以考虑1名生产工人管理数台;如负荷过低时,也可由其他生产工人兼管。电镀自动线可根据镀槽数量及装卸零件工作量确定工人数量,此外,每班还应配备操作台控制人员l人。(二)辅助工人包括零件收发、挂具制造修理、设备维修、“三废”治理、化验、运输、电工等,可按需要及同类工
电镀车间主要工艺及设备技术改造
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1646次
电镀工艺首先应满足产品技术条件的要求,要易于控制和比较经济,其次是对环境污染小、排放的“三废”容易治理。一般采用较为成熟的切实可行的先进工艺,使新设计的车间有较高的生产水平和良好的劳动条件。电镀车间的设备包括生产设备、辅助设备、电源设备、通风设备及“三废”治理设备等。后两部分将分别在有关章节内叙述,下面仅对前三种设备的选择和计算作些介绍。1.生产设备按其工艺性质分(1)机械准备设备。主要是用机械方法整洁或减小零件表面粗糙度的设备,如抛光机、磨光机、砂磨机、滚光机、刷光机、喷砂机和光饰机等。(2)化学准备及镀覆电镀层和化学保护层的设备。这类设备包括各类槽子、钟形机、滚镀机、半自动或自动机、半自动或自动线等。2.辅助设备主要是指过滤设备、搅拌设备、添
电镀车间技术改造工作制度和年时基数
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1248次

根据工艺设备的实际需要及负荷情况决定车间的工作制度,可采用一班制或两班制,自动化设备可以采用三班制。全年工作按254d计算。设备的设计年时基数是全年工作时间(公称年时基数)扣去设备检修及其他必要的停工时间损失后的有效工作时间;工人的设计年时基数是从工人的全年工作时间扣去病、产、事假及休假、探亲假等时间损失后的有效工作时间。电镀生产线及喷砂的工作环境为二类;电镀中的手工酸洗和手工镀硬铬,手工抛光的工作环境为三类。机械工业部机械工厂年时基数设计标准(JBJ2—95)所规定的不同工作制度和工作环境所采用的年时基数摘要,电镀设备及工人设计年时基数
电镀车间技术改造编制车间年生产纲领
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1350次
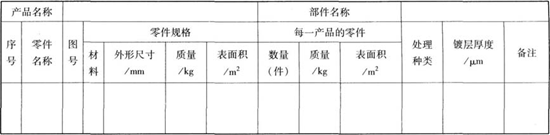
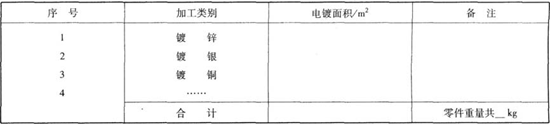
编制车间年生产纲领生产纲领是指车间全年的总产量,根据设计计划任务书所规定的产品品种数量和产品图纸进行编制。编制时,将需要电镀车间处理的全部零件名称、图号、材料、外形尺寸、质量、表面积和处理类别(包括覆盖层种类、厚度、抛光或钝化、着色等要求和数据)等逐个列表进行统计,计算出单位产品各种不同处理类别的任务量。所用电镀车间零件加工表的格式如下表所列。电镀车间零件加工表把上表的电镀零件表面积和镀层各类汇总后编制各类产品生产纲领表。生产纲领表生产纲领表两种生产纲领表的内容可根据不同产品及生产性质而有所增减,也可按不同情况选用其中一种。
电镀车间技术改造设计工艺设计的内容
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1245次
在两阶段设计时,各阶段的工艺设计任务为:初步设计根据设计任务书中规定的产品任务,统计电镀件的种类和数量,确定车间的任务及规模大小,选择工艺流程和设备,绘制设备平面布置图和编制设备明细表,对厂房建筑、采暖通风、动力、配电照明和给排水等专业协商提供各专业设计依据的资料,最后编制工艺部分的设计说明书。初步设计说明书可参考见下格式:(一)设计依据(1)上级下达的设计任务书、已批准的可行性研究报告……(2)现场原始资料……(二)车间任务及年生产纲领本车间的任务为……年生产纲领见下表:(三)工作制度及年时基数说明全年工作日数。工作制度及年时基数见下表:(四)主要工艺及设备车间采用的工艺主要是根据……设计中采用了下列新工
电镀车间技术改造设计概述
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1176次
电镀车间设计是车间进行建设、改建、扩建和技术改造前的全面规划工作。根据对车间的任务要求,确定车间规模、设备、人员、面积和布置,提出厂房建筑、供电、供气、供热、给水排水、废水处理、制冷与采暖通风等建设项目的全套建设所需图纸与技术经济资料。车间设计必须认真贯彻有关方针政策,采用符合清洁生产要求的先进工艺与设备,提高车间生产技术水平,使有限的资金发挥最大的投资效果。电镀车间设计包括工艺设计、厂房建筑设计、采暖通风设计、动力供应、配电照明、给排水以及废气废水处理、回收与综合利用等配套工程的设计。由于电镀车间属于化学与电化学生产性质,厂房内部管沟线路比较复杂,生产过程中所产生的废气废水对设备、管道和建筑物等的腐蚀也较严重,且易污染周围环境。因此,在设计中除选择合理的生产工艺和设备外,对建筑物和管
十大电镀溶液分析方法汇总
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1387次
十大电镀溶液分析方法汇总,本来是想一个个上传上来供大家下载的,可惜空间上传不了了,就发个链接大家自己去下吧,100%可以下载,内容包括电镀废水的分析方法.pdf化学镀溶液分析.pdf电镀合金溶液分析.pdf镀金溶液分析.pdf镀银溶液分析.pdf镀锡溶液分析.pdf镀铬溶液分析.pdf镀镍溶液分析.pdf镀铜溶液分析.pdf镀锌层钝化溶液分析.pdf硫酸盐镀锌溶液分析.pdf电镀溶液性能测试.pdf 下载地址:http://www.haocoat.com/thread-13518-1-1.html
金属镀层及化学转化膜层腐蚀试验结果的评定和鉴定
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1286次

对金属基体表面镀覆的阴极性镀层,如铜基体上或锌压铸件及铝合金上的Ni/Cu、Cu/Ni/Cr、Cu-Sn合金/Cr等镀层,经过静止户外曝晒腐蚀试验,人工加速腐蚀试验,腐蚀膏腐蚀试验、电解腐蚀试验,二氧化硫腐蚀试验等,对所产生的各种不同的腐蚀结果,应作出保护性等级的评定。(一)评定名称的定义(1)主要表面。它是指镀层或膜层主要保护作用的表面,或受腐蚀试验的表面。该面应在产品标准中注明或在试验时商定。(2)镀层腐蚀。它是指镀层的泛点变色,不包括变暗。泛点变色一般不易擦去且与整个表面有明显界限,变暗则易于抹亮与整个表面无明显界限。(3)基体腐蚀点。它是指穿透镀层的基体金属腐蚀点,其大小不包括随同出现的锈迹。腐蚀点不易擦去,而锈迹则易于抹除。(4)考核面积。它是
镀层的耐腐蚀性能人工盐雾试验
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2073次
金属镀层的人工加速腐蚀试验,主要是为了快速鉴定金属镀层的质量,如孔隙率、厚度是否达到要求,镀层有否缺陷,镀前预处理和镀后处理的质量等;同时也用来比较不同镀层抗大气腐蚀的性能(但不能反映大气条件下的使用寿命)。人工加速试验的腐蚀条件,应能保证镀层的腐蚀特征和大气条件下的腐蚀过程相仿,它有别于化学工业气体和化学溶液的直接腐蚀。人工加速试验的种类很多,常用的有:中性盐雾试验(NSS试验);醋酸盐雾试验(ASS试验);铜加速醋酸盐雾试验(CASS试验);腐蚀膏腐蚀试验(CORR试验);电解腐蚀试验(Ec试验);二氧化硫腐蚀试验;硫化氢腐蚀试验。一、中性盐雾试验(NSS试验)中性盐雾试验是目前应用最广泛的一种人工加速腐蚀试验。它适用于防护性镀层(如镀锌层、镀镉层等)和装饰性镀层(
行业排行
热门文章