电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 - 第14页
镀层显微硬度的测定
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1248次
镀层显微硬度的测定硬度是镀层的重要力学性能之一。它涉及镀件在使用过程中的耐磨、强度和使用寿命等方面。各种金属的硬度值虽能从金属材料手册查得,但从电解方法获得的金属镀层的硬度,往往比其他方法获得的金属的硬度要高,铬和铂族金属尤为显著。不同金属硬度变化程度依下列次序递减:铬、铂、铑、镍、钯、钻、铁、铜、银、锌、镉、锡、铅。镀层的硬度决定于镀层金属的结晶组织,而镀层的结晶组织又取决于电镀过程的工艺条件,如镀液温度、电流密度、pH值、镀液成分以及添加剂种类等。所以,镀层硬度检验,除了一些功能性镀层(如耐磨镀层)、装饰性镀层(如镀金)以及铝合金的氧化膜层等必须检验镀层硬度外,有时为了了解工艺因素对镀层硬度的影响,分析镀层硬度和内应力的相互关系,通常也需要测定镀层的硬度。为了消除基体材
孔隙率的测定
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1499次
镀层的孔隙是指镀层表面直至基体金属的细小孔道。镀层孔隙率反映了镀层表面的致密程度,孔隙率大小直接影响防护镀层的防护能力(主要是阴极性镀层)。作为特殊性能要求的镀层(如防渗碳、氮化等),孔隙率测量也极为重要,它是衡量镀层质量的重要指标。国家标准GB5935规定了测定镀层孔隙的方法有贴滤纸法、涂膏法、浸渍法、阳极电介测镀层孔隙率法、气相试验法等。电镀专业最新国家标准中,孔隙率试验的标准为:GB/Tl7721—1999金属覆盖层孔隙率试验:铁试剂试验,GB/Tl8179--2000金属覆盖层孔隙率试验:潮湿硫(硫化)试验。一、贴滤纸法将浸有测试溶液的润湿滤纸贴于经预处理的被测试样表面,滤纸上的相应试液渗入镀层孔隙中与中间镀层或基体金属作用,生成具有特征颜色的斑点
电镀层厚度的测量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1562次
电镀层的厚度是衡量镀层质量的重要指标。它在很大程度上影响着产品的可靠性和使用寿命。镀层厚度检验方法有破坏法和非破坏检测法两大类。属于破坏检测法的有点滴法、液流法、溶解法、电量法(库仑法)和金相显微法等多种;属于非破坏检测法的有磁性法、涡流法、β射线反向散射法和光学显微镜法等。采用以上方法测量的镀层厚度,除溶解法等是镀层的平均厚度外,其余多数是镀层的局部厚度。因此,测量时至少应在有代表性部位测量三个以上厚度,计算其平均值作为测量厚度的结果。一、计时液流法计时液流法工作原理是零件上的局部镀层,在一定速度的细流状试液作用下被溶解,镀层厚度是根据被检验部分镀层溶解完毕所消耗的时间来计算。镀层溶解完毕的终点,可由肉眼直接观察金属特征颜色的变化或借助于特定终点指示装
镀层结合强度定量检测方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1978次
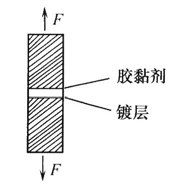
1.胶黏剂拉伸剥离试验试验方法原理如图l0—1—4所示。准备两个与镀件基体相同的圆柱形试件,试件的直径30mm左右,长l00mm左右,试件一端的端面一定要磨光滑平整。取其一个试件,圆柱面用绝缘漆绝缘,在光滑平整的端面电镀。镀好后用粘接强度好的环氧树脂胶黏剂与另一试件的平滑端面粘接,待胶黏剂固化好后,放在拉力试验机上进行拉伸试验。直至两个试件分开,如果是在胶黏剂与镀层处分开说明镀层的结合强度大于胶黏剂的抗拉强度,如果在镀层和基体处分开,记录拉力值F,镀层的结合强度可按下式计算。P=F/S式中:P为镀层结合强度(N/mm2);F为镀层与基体剥离所需要的力(N);S为镀层与基体结合的面积(mm2)。2.塑料基体电镀层剥离试验一般取试样为75mm×100mm的塑
镀层的结合力定性检测方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 4741次

镀层结合力是指镀层与基体金属或中间镀层的结合强度,即单位表面积的镀层从基体金属或中间镀层上剥离所需要的力。镀层结合力不好,多数原因是镀前处理不良所致。此外,镀液成分和工艺规范不当或基体金属与镀层金属的热膨胀系数悬殊,均对镀层结合力有明显影响。GB/T5270--200X((金属基体上的覆盖层(电沉积层和化学沉积层)附着强度试验方法》规定了测试方法。评定镀层与基体金属结合力的方法很多,但大多为定性方法,定量测试方法由于诸多困难,仅在试验研究中应用。通常用于车间检验的定性测量方法,是以镀层金属和基体金属的物理-力学性能的不同为基础,即当试样经受不均匀变形、热应力或外力的直接作用后,检查镀层是否有结合不良现象。具体方法可根据镀种和镀件选定。定性检测方法1.弯曲试验
钛及钛合金的电化学氧化(阳极氧化)处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1974次
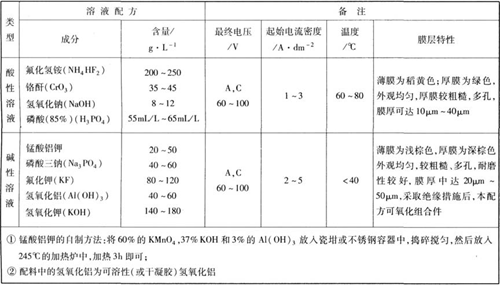
钛及钛合金可以在酸性或碱性溶液中,用电化学方法氧化,获得抗蚀性能极高的膜层。阳极氧化膜也可用于高温成形加工,膜层具有良好的耐磨性。还可根据钛合金氧化工艺参数的调整,得到不同颜色的氧化膜外观,其化学稳定性也较好,有较高的装饰及实用价值。(一)钛及钛合金电化学氧化工艺规范 (二)溶液的配制(1)酸性溶液。在槽中放入总体积1/3的去离子水,然后将硫酸加入槽中。再将草酸溶解后加入槽中,稀至总体积搅匀即可试用。(2)碱性溶液的配制。先将氢氧化钠溶解后,待溶液冷却到室温后再将计算量的双氧水加入槽中。稀至总体积搅匀即可试用。(三)阳极氧化电压与颜色的关系阳极氧化电压与颜色的关系(四)钛及钛合金着色由钛及钛合金阳极氧化着黑色的工艺规范见表
钛及钛合金的化学氧化处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1689次
钛及钛合金可在铬酸盐或氟化物等溶液中获得化学氧化膜。根据零件的材料、使用要求选择其氧化方法。(一)钛及钛合金化学氧化工艺规范(二)溶液的配制和调整(1)溶液的配制。在槽中注入总体积l/3的去离子水,分别加入计算量的化学药品,加温或室温下搅拌至完全溶解,然后稀至总体积搅匀,分析调试合格后投产。(2)溶液调整。溶液中氢氟酸、醋酸、铬酸盐等是主要消耗材料。氢氟酸和醋酸消耗较为明显。要根据化学分析的结果和溶液的氧化能力,适时补加药品。(三)镕液成分和工艺参数的影响(1)铬酸盐、磷酸盐。是形成膜的主要成分。含量过少,形成膜的速度慢,膜层薄;含量过高,导致成膜速度减慢。(2)氟化物。主要起表面活化作用,促进膜的生成。(3)醋酸。主要起调节酸度的
钛及钛合金化学转化膜处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1318次
钛及钛合金具有许多优良的特性,密度小,它是重要的工业、国防、航空材料。然而钛及钛合金化学活性高,在空气中生成一层极薄的致密的氧化保护膜,表现出极强的抗蚀性。表面光滑的钛对硝酸具有很好的稳定性,这是由于硝酸能快速在钛表面生成一层牢固的氧化膜,但是表面粗糙,特别是海绵钛或粉末钛,可与次、热稀硝酸发生反应,高于70℃的浓硝酸也可与钛发生反应;常温下,钛不与王水反应。温度高时,钛可与王水反应生成TiCl2。钛及钛合金表面防护有化学氧化和电化学氧化两种方法。钛及钛合金表面有一层天然的氧化膜,结构极致密,当在其表面涂有机涂层时,这层氧化膜会导致涂层与基体的结合力很差,因此常采用钛合金的化学氧化或磷化来达到提高结合力的目的。同时钛合金的磷化也常用于塑性加工。经电化学氧化的钛合金件其抗蚀性能将
镁合金的电化学氧化(阳极氧化)处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1767次
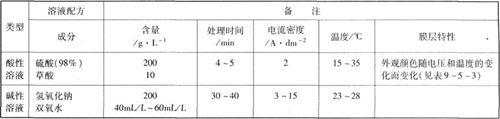
镁合金可以在酸性或碱性溶液中,用电化学方法氧化(也称阳极氧化),获得较厚的膜层。阳极氧化膜本身具有一定的耐蚀性,有些厚膜还具有良好的耐磨性。此外,膜层表面较化学氧化粗糙、多孔,可作为油漆等涂料的底层。(一)镁合金电化学氧化工艺规范(二)溶液的配制(1)酸陛溶液。在槽中放入总体积1/3的去离子水,然后将氟化氢铵和磷酸加入槽中。再将铬酐和氢氧化钠分别溶解后加入槽中,稀至总体积搅匀即可试用。(2)碱性溶液的配制。先将自制的锰酸铝钾溶解在先配好的5%的KOH溶液中(注意不可用NaOH代替,更不可直接溶于水中),得到的绿色溶液中每100g含Mn0224g~26g。量取计算量的锰酸铝钾碱性溶液倒入槽中,将计算量的KOH加入槽中溶解。另把两倍于Al(OH)3,用量的KOH溶液
镁合金的化学氧化处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1686次
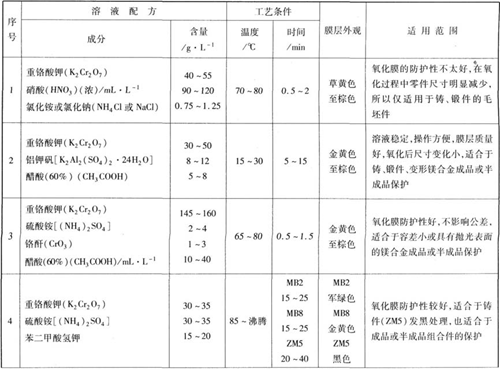
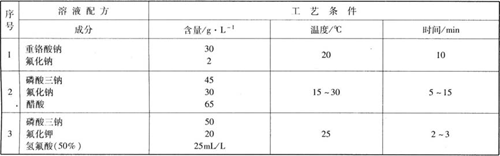
镁合金可在铬酸盐或氟化物等溶液中获得化学氧化膜。根据零件的材料、使用要求选择其氧化方法。镁合金化学氧化工艺规范(二)溶液的配制和调整(1)溶液的配制。在槽中注入总体积l/3的去离子水,分别加入计算量的化学药品,加温或室温下搅拌至完全溶解,然后稀至总体积搅匀,分析调试合格后投产。(2)溶液调整。溶液中硝酸、醋酸、重铬酸盐等是主要消耗材料。硝酸和醋酸消耗更为明显。要根据化学分析的结果和溶液的氧化能力,适时补加药品。(三)溶液成分和工艺参数的影响(1)重铬酸盐。是形成膜的主要成分。含量过少,形成膜的速度慢,膜层薄;含量过高,导致成膜速度减慢。(2)氟化物。是成膜主盐。含量过高时膜厚而疏松,含量低时形成的膜薄,而且易产生腐蚀点。(3)
行业排行
热门文章