电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第271页
漆前磷化工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1390次
漆前磷化工艺涂装底漆前的磷化处理,将提高漆膜与基体金属的附着力,提高整个涂层系统的耐腐蚀能力;提供工序间保护以免形成二次生锈。因此漆前磷化的首要问题是磷化膜必须与底漆有优良的配套性,而磷化膜本身的防锈性是次要的,磷化膜细致密实、膜薄。当磷化膜粗厚时,会对漆膜的综合性能产生负效应。磷化体系与工艺的选定主要由:工件材质、油锈程度、几何形状;磷化与涂漆的时间间隔;底漆品种和施工方式以及相关场地设备条件决定。一般来说,低碳钢较高碳钢容易进行磷化处理,磷化成膜性能好些。对于有锈(氧化皮)工件必须经过酸洗工序,而酸洗后的工件将给磷化带来很多麻烦,如工序间生锈泛黄,残留酸液的清除,磷化膜出现粗化等。酸洗后的工件在进行锌系、锌锰系磷化前一般要进行表面调整处理。在间歇式的生产场合,由于受条件限制,磷化工
耐磨减摩润滑磷化工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1237次
耐磨减摩润滑磷化工艺对于发动机活塞环、齿轮、制冷压缩机一类工件,它不仅承受一次载荷,而且还有运动摩擦,要求工件能减摩、耐摩。锰系磷化膜具有较高的硬度和热稳定性,能耐磨损,磷化膜具有较好的减摩润滑作用。因此,广泛应用于活塞环,轴承支座,压缩机等零部件。这类耐磨减摩磷化处理温度70~100℃,处理时间10~20min,磷化膜重大于7.5g/m2。在冷加工行业如:接管、拉丝、挤压、深拉延等工序,要求磷化膜提供减摩润滑性能,一般采用锌系磷化,一是锌系磷化膜皂化后形成润滑性很好的硬脂酸锌层,二是锌系磷化操作温度比较低,可在40、60或90℃条件下进行磷化处理,磷化时间4~10min,有时甚至几十秒钟即可,磷化膜重量要求≥3g/m2便可。工艺流程是:耐磨减摩磷化减摩润滑磷化(冷加工)除油除锈
防锈磷化工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1388次
防锈磷化工艺磷化工艺的早期应用是防锈,钢铁件经磷化处理形成一层磷化膜,起到防锈作用。经过磷化防锈处理的工件防锈期可达几个月甚至几年(对涂油工件而言),广泛用于工序间、运输、包装贮存及使用过程中的防锈,防锈磷化主要有铁系磷化、锌系磷化、锰系磷化三大品种。铁系磷化的主体槽液成分是磷酸亚铁溶液,不含氧化类促进剂,并且有高游离酸度。这种铁系磷化处理温度高于95℃,处理时间长达30min以上,磷化膜重大于10g/m2,并且有除锈和磷化双重功能。这种高温铁系磷化由于磷化速度太慢,现在应用很少。锰系磷化用作防锈磷化具有最佳性能,磷化膜微观结构呈颗粒密堆集状,是应用最为广泛的防锈磷化。加与不加促进剂均可,如果加入硝酸盐或硝基胍促进剂可加快磷化成膜速度。通常处理温度80~100℃,处理时间10~20mi
表面调整工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1375次
表面调整表面调整的目的,是促使磷化形成晶粒细致密实的磷化膜,以及提高磷化速度。表面调整剂主要有两类,一种是酸性表调剂,如草酸。另一种是胶体钛。两者的应用都非常普及,前者还兼备有除轻锈(工件运行过程中形成的“水锈”及“风锈”)的作用。在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。一般原则是:涂漆前打底磷化、快速低温磷化需要表调。如果工件在进入磷化槽时,已经二次生锈,最好采用酸性表调,但酸性表调只适合于≥50℃的中温磷化。一般中温锌钙系磷化不表调也行。磷化前预处理工艺是:除油脂——水洗——酸洗——水洗——中和——表调——磷化除油除锈“二合一”——水洗——中和——表调——磷化除油脂——水洗——表调——磷化中和一般就是0.2%~1.0%纯碱水溶

铝合金板材性能参考
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1189次
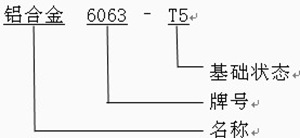
铝合金板材性能参考铝合金板材的标记基础状态如表18:表18代号状态备注F自由加工状态适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定。O退火状态适用于经完全退火获得最低强度的加工产品。H加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理。W固熔热处理状态处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段。T热处理状态(不同于F、O、H状态)适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。T代号后面必须跟有一位或多位阿拉伯数字。具体参
常用不锈钢性能参考
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1967次
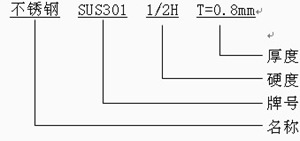
常用不锈钢性能参考标记,不锈钢采用美国牌号,如:按成分可分为:400系列--Cr系300系列--Cr-Ni系200系列--Cr-Mn-Ni600系列--析出硬化系其性能如表10: 表10牌号性能及使用范围SUS201浅/中冲拉加工器皿、餐具、保温瓶、水槽、盆、钢制家具、水果盆、花瓶、礼品、煤气炉、栏杆、户外家具、门把手、管道、装饰管等。SUS202深冲器皿、滤水器、储藏器、牛奶罐、水槽、洗衣机桶、微波炉、洗碗机、门窗框架、柱子的包层、公车站、电话亭、管道、装饰管 汽车、轮胎盖子、雨刮、配件等。SUS304具有良好的耐蚀性、耐热性、低温强度和机械性能,冲压弯曲等热加工性好,无热处理硬化现象,无磁性。广泛用于家庭用品(1
镀锌钢板及钢带材料性能参考
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1490次
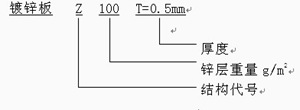
镀锌钢板及钢带材料性能参考镀锌钢板及钢带6.1按生产及加工方法可分为以下几类:6.1.1热浸镀锌钢板。将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。目前主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;6.1.2合金化镀锌钢板。这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其生成锌和铁的合金被膜。这种镀锌板具有良好的涂料的密着性和焊接性;6.1.3电镀锌钢板。用电镀法制造这种镀锌钢板具有良好的加工性。但镀层较薄,耐腐蚀性不如热浸法镀锌板;6.1.4单面镀和双面差镀锌钢板。单面镀锌钢板,即只在一面镀锌的产品。在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适应性。为克服单面未涂锌的缺点,又有一种在另面涂以薄
弹簧钢材性能参考,参考GB/T 1222
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 1281次
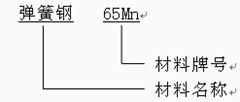
弹簧钢材性能参考,参考GB/T1222标记5.265Mn性能表,如表9表9主要特性有优良的综合性能,经热处理后的综合力学性能优于碳钢,但有过热敏感性和回火脆性。退火态可切削性尚可,冷变形塑性低,焊接性差。牌号对照表中国:65Mn美国:1566力学性能抗拉强度σb(MPa):≥980(100)屈服强度σs(MPa):≥784(80)伸长率δ10(%):≥8断面收缩率ψ(%):≥30硬度:热轧,≤302HB;冷拉+热处理,≤321HB应用举例受中等载荷的板弹簧,直径达7-20mm的螺旋弹簧及弹簧垫圈、弹簧环。高耐磨性零件,如磨床主轴,弹簧卡头。精密机床丝杆。切刀。螺旋辊子轴承上的套环。铁道钢轨等。
阴极电泳漆产生斑马纹的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1451次
阴极电泳漆产生斑马纹的原因及解决方法斑马纹(表现为与入槽角度有关的一系列条纹、皱波,仅涉及带电入槽系统)a.被涂物入槽速度太慢或有脉动a.加快运输链速度,且应均匀移动,链速在2m/min以下便易产生入槽阶梯段弊病b.入槽段液面有泡沫浮游,泡沫吸附在被涂面上,被沉积的漆膜包裹b..加大入槽部位液面流速,消除液面的泡沫c.入槽段电压过高,造成电解反应剧烈c.降低入槽段电压,在入槽段不设或少设电极d.被涂物表面干湿不均或有水滴d.吹掉被涂面的水滴,确保被涂物全干或全湿状态进入电泳槽e.磷化膜疏松或太薄e.调整前处理工艺,确保磷化膜质量符合入槽电泳工艺要求
行业排行
热门文章

湘公网安备 43122202000176号