电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第277页
电镀通用挂具的使用要求如何保证挂具和阴极杆的接触是否良好
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1388次
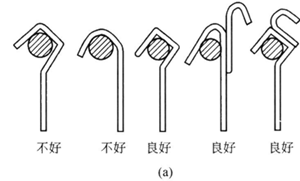
挂具的使用要求挂具和阴极杆的接触是否良好,对电镀质量至关重要,尤其是在大电流镀硬铬及装饰性电镀中采用阴极移动的搅拌时,往往因接触不良而产生接触电阻,使电流不畅通。因而产生断续停电现象,引起镀层结合力不良,还会影响镀层厚度,造成耐蚀性能降低。因此要求在加工挂具和使用时,要保持挂具与阴极杆之间的接触点的清洁和良好的接触。导电极杆截面常用的有圆形及矩形,要求挂钩设计时的悬挂方法也不同。挂具悬挂方法的比较
电镀通用挂具截面积计算
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1306次
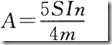
挂具截面积计算挂具截面积的大小是很重要的,若挂具截面积过小,则需要很长的时间才能使镀层厚度达到要求。若截面积过大,则会造成材料的浪费,所以挂具截面积计算要合理。几种镀件所需挂具的截面积计算公式如下:镀镍挂具的截面积镀铜、锌、锡、铜锡合金挂具的截面积装饰性镀铬挂具截面积耐磨性硬铬挂具的截面积式中A——挂具的截面积,mm2;S——镀件的有效面积,dm2;n——镀件数量;I一电流,A;m——主杆数量。
阴极电泳漆膜起皱的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1282次
阴极电泳漆膜起皱的原因及解决方法漆膜起皱a.涂膜在烘烤时流平性差或在泳涂时成膜性差a.增加有机溶剂含量b.湿膜展平性差,漆温过高b.使漆温度在工艺要求范围内c.漆膜偏厚c.降低施工电压d.烘烤时,升温太快,造成漆膜流平性差而造成严重皱纹d.调节温升曲线
电镀车间固定槽的选择
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1204次
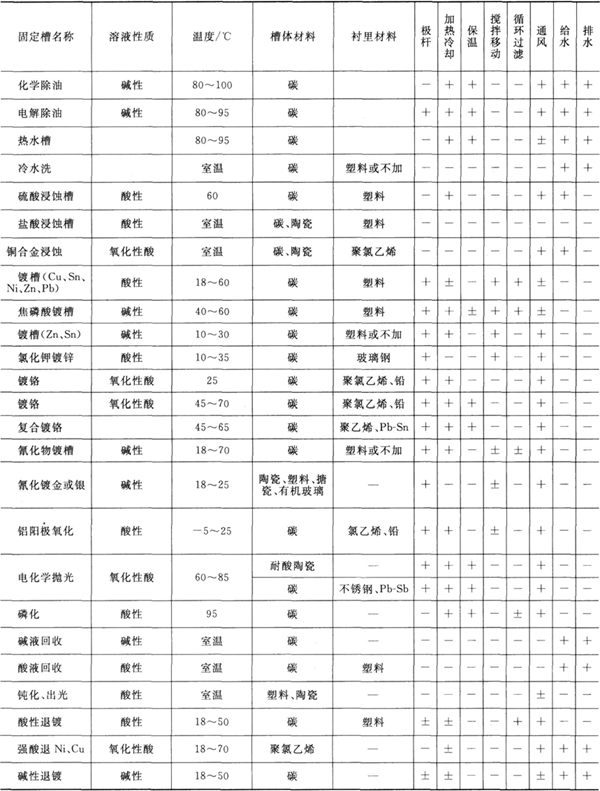
电镀车间固定槽的选择(1)材料的选择电镀工艺中的各类固定槽始终处于各种化学药品的液相或气相腐蚀中,因此必须选择适当的耐腐蚀材料来制备。材料选择恰当,固定槽的使用年限可达十几年甚至数十年;材料选择不当,固定槽只能用几年甚至几个月就烂掉而报废,不仅造成溶液泄漏,而且影响生产。随着材料科学的发展,各种耐腐蚀新材料不断涌现,便于选择耐蚀、耐用、加工方便而又经济美观的材料来制作镀槽。目前,金属材料中已大量使用钛管、钛网和钛板,虽然材料价格较贵,但坚固、耐用,核算起来还是比较经济的;花岗岩耐腐蚀,价格低廉,可以就地取材;耐酸陶瓷能耐强氧化性酸的腐蚀,但体积不可过大,以免运输时碰坏;塑料材料中大量推广应用的有硬聚氯乙烯、软聚氯乙烯、聚乙烯和聚丙烯等,可随槽液性质、温度、材料供应情况和经济
电镀车间中固定槽的种类
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1595次
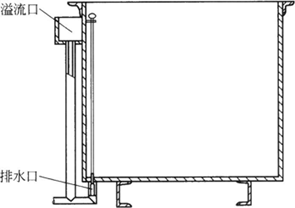
电镀车间中固定槽的种类很多,根据工艺特点分类如下。(1)冷水清洗槽冷水清洗槽仅由一个槽体组成,为便于换水及排出水面的漂浮物,设置有排水口和溢流H。进水管H的进水位置与溢流H的位置,应保证洁净水进入槽体后能有效地使原有脏水和漂浮物从溢流口排出。一般是进水管插入槽内下部,溢流1:3在上部。冷水清洗槽的槽液对钢铁槽体没有腐蚀作用,所以不必加衬里。但是钢铁槽易生锈而污染溶液,因此有时也用聚氯乙烯板作衬里,或直接用聚氯乙烯作清洗槽。冷水清洗槽液面差自然排水的多联清洗槽为了提高清洗质量同时又减少耗水量,一般采用冷水清洗双联槽或多联槽,其特点是零件清洗顺序方向与水流方向相反,最后一道清洗水槽补充新鲜水,这种清洗方法称为逆流清洗。多联槽按逆流排水结构形
电镀车间固定槽的绝缘设计
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1258次
电镀车间固定槽的绝缘设计1)固定槽漏电产生的原因导致固定槽漏电的原因各种各样,常见的有以下几种。①一台直流电源供两台或两台以上镀槽使用时,如果金属镀槽未加绝缘衬里,且与地面无绝缘垫脚或加热管与车间管线未采取绝缘措施时,来自阳极的一部分电流有可能通过金属槽或管线的连接作用,流入别的镀槽,产生漏电。②一台直流电源只供一个镀槽使用时也有可能引起漏电。如果镀槽与地面不绝缘,在阴极导电状况良好的情况下,电流一般是由阳极流向零件的;但当阴极某一部分导电状况不良时,阳极流出的电流有可能形成另外一条回路:电源正极一镀槽阳极一镀液一金属槽壁(或加热管等)一大地一电源负极。这时,电源提供的电流不但不能用于沉积电镀层,反而会在金属槽内壁(或加热管靠近阳极端)出现金属的沉积。而金属槽(
阴极电泳漆膜厚度偏高的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1312次
阴极电泳漆膜厚度偏高的原因及解决方法漆膜厚度偏高a.泳涂电压偏高a.调低泳涂电压b.槽液温度偏高b.降温至工艺要求范围之内c.槽液NV值偏高c.降低槽液的NV值d.溶剂含量偏高d.排放UF液,补加纯水,延长新槽的熟化时间e.槽液K值高e.排放UF液,增加纯水f.电泳时间过长f.控制电泳时间g.阳极液K值过高g.降低阳极液电导率h.被涂物周围循环不好,通常因泵、过滤器和喷嘴堵塞所致h.改善循环泵
阴极电泳漆膜厚不足的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1667次
阴极电泳漆膜厚不足的原因及解决方法膜厚不足a.槽液pH值低a.调整pH值至要求范围内b.槽温偏低b.调整槽温至控制范围的上限c.槽中有机溶剂含量偏低c.适当补加有机溶剂d.槽液NV值偏低d.提高槽液固体份,按工艺规范控制在±0.5%之内e.槽液电导率偏低e.减少UF液的损失f.施工电压低,泳涂时间不足f.提高泳涂电压,延长泳涂时间g.极板与电源连接不良、极板被腐蚀损失,极液K值低;极罩隔膜堵塞g.检查极板,极罩和极液系统定期清理和更换,使其导电良好h
阴极电泳漆槽液溶剂量异常的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1490次
阴极电泳漆槽液溶剂量异常的原因及解决方法溶剂量下降〖漆膜流平性差,厚度下降〗a.高挥发损失(与生产量低或槽液温度过高有关)a.检查漆液温度是否在所要求的范围内,添加流平助剂来调整溶剂含量b.UF液渗漏过度b.检查超滤系统是否有渗漏c.UF液清洗喷淋压力过大,导致挥发损失增加c.调整喷淋压力d.槽液NV值下降d.增加槽液固体份溶剂含量上升〖漆膜厚度上升,破裂电压下降〗a.流平助剂和溶剂加量过大a.停止加入流平助剂和溶剂,并监测各项溶剂含量b.原漆加入量过大b.降低原漆加入量c.
阴极电泳漆槽液灰份异常的原因及解决方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1628次
灰份下降〖伴有涂膜光泽上升,易出现针孔〗a.颜料浆加量不足a.补加高颜料份色浆b.NV值下降b.增加固体份,监测P/B比c.槽液循环不良,以致颜料产生重力沉降c.检查设备的循环功能及循环喷射管道是否堵塞备注:电泳槽液若持续低灰份会引起漆膜耐蚀性下降。灰份升高〖伴有漆膜粗糙〗〈原因〉〈处理措施〉a.颜料浆加量过大a.补加低颜料份漆,或补加基料(树脂)份b.NV值增加b.降低固体份;监测P/B比
行业排行
热门文章

湘公网安备 43122202000176号