电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第309页
粉末涂料发展趋势
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1280次
粉末涂料发展趋势随着工艺技术的迅猛发展,粉末涂料开始广泛的应用于工业制造业,更新更好的产品不断的被开发出来。PPG的工业涂料具有领先的产品特性,它重新定义了粉剂的生产技术,从而得以适应近乎于苛求的市场。技术进步•降低的产品的成膜厚度•降低了产品的固化温度•增强了产品的适用性•改良了产品的抗腐蚀性•提高了聚酯粉末涂料的抗紫外光性•增强了丙烯酸树脂涂料的韧性•抗刮蹭和抗磨损性不断提高应用趋势•提高了转化使用效率•改进了粉剂加工技术•提高了沉积均匀性•小粒度粉剂的生产和应用•成膜厚度低(0.8-1.5mils),光滑度高生产发展•拥有连续生产的工艺技术•具有承接小
铝合金(或铝型材)氧化及着色自动控制电源设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1195次

铝及铝合金氧化膜对材料表面良好的绝缘、防护与装饰效果,在装备制造业和建材工业中得到广泛应用,近些年来获得了快速发展,氧化膜的种类也非常繁杂,所采用的阳极氧化和交流电氧化与着色工艺,对电源的电流波形、电压与电流调控技术的要求越来越高,甚至于对电源设备的电压调节提出了程序(时间-电压曲线)控制要求,如:电流(电压)多级分段长时间软启动与稳压定时(膜厚)控制、直流叠加脉冲等特定波形及电压调节曲线记忆、运行过程电压或电流发生突变时自动断电与报警等。在这种形势下,各厂商相继开发了各种铝合金氧化自动控制电源设备,以其独特的功能来满足不同类型铝材的特殊工艺要求,从而简化了操作人员繁琐的调控过程,消除人为因素的影响,稳定产品质量。这类电源设备生产的厂家很多,输出电压一般为24V、60V、100V、
脉冲电镀电源设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1253次

脉冲电镀电源设备在贵金属电镀中广泛应用的脉冲电镀,其关键在于它采用了脉冲电镀电源。一般脉冲电镀电源输出的是方波脉冲电流(也可按需要做成梯形波、锯齿波等),其电镀过程也就是一种电流瞬间反复通断的高频间歇直流电镀过程。可以通过调节电流密度、脉冲频率和占空比(电流通断时间比值)来为控制镀层质量创造更好的条件。常用的脉冲电镀电源有单脉冲电源与周期换向脉冲(即双脉冲)电源两种。单脉冲电源提供的是稳定地正向方波脉冲电流;周期换向脉冲电源提供的是正向方波脉冲与短暂负脉冲相互交替的电流,由两组单脉冲系统组合而成,参数可单独调节(可改变为两组正脉冲、直流叠加正脉冲、直流与负脉冲换向、对称或不对称脉冲等),以调节电沉积过程,从而得到所要求的满意镀层。随着脉冲电镀电源的不断改进,其应用范围也日益扩
带材及线材电镀自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1682次

带料及线材电镀属于卷料和盘料连续电镀过程,其电镀自动线除连续电镀所需的各种工艺槽和导向导电装置外,还设有放料和收卷装置。有的电镀自动线上还包括电镀前的其他加工工序(如钢丝热处理)的连续处理设备,因此这类自动线的长度一般都有几十米。为了减少镀槽的长度,有的自动线采用增加槽体深度的办法,从而产生了各种各样的专用自动线。带料电镀自动线带料电镀自动线按照带料在镀槽中的放置方向分为水平放置式与垂直放置式两种。传统的带料电镀自动线为带料放料轴水平安装,卷料吊车起吊后,将料卷中心孔直接插到放料装置的中心轴上,带料开卷后呈水平方向送入各电镀工艺槽。在各工艺槽的槽沿设有卧式导向导辊,与槽内底部导向导辊相配合,使带料上下弯曲波浪式前进,浸渍在各工艺槽内经受各工艺过程的必要工序处理,最后清洗、干燥
摆动升降式环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1274次
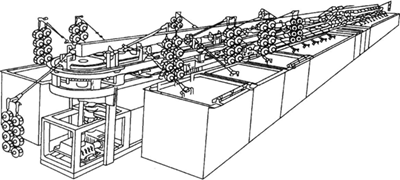
这类环形电镀自动线是将吊杆中部作为支点,固定在水平运行支座上,挂具悬挂在距支点较远的一端,距支点较近的另一端靠压板升降机构的上下运动,在挂具到达槽端时升起和下降,完成越槽动作。水平运行采用链条传动,越槽升降动作采用压板上下运动,使吊杆产生摆动。摆动升降式环形自动线的结构如图8—39所示。另一种摆动升降式环形电镀自动线的升降动作是在水平运行支座的一侧,安装一条曲线导轨,吊杆支座上装有滚轮,滚轮沿导轨(凸轮)曲线一边前进,一边随导轨弯曲路线使吊杆产生上下摆动,完成跨越各镀槽的规定动作。这种自动线只需一套水平运行的驱动机构,机械结构比较简单。其摆动升降动作采用导轨导向,导轨的曲线下降坡度不宜过大,因而越槽过程前进距离较大,增加了自动线的长度。这类环形电镀自动线的吊杆端部安装夹持
垂直升降式环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1333次
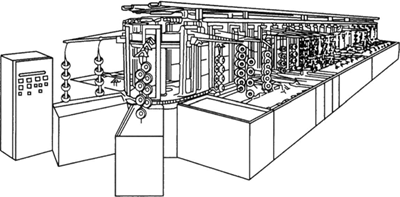
垂直升降式电镀自动线升降行程较大,且呈直线上升,适用于较长的较宽的挂具挂镀或卧式滚筒滚镀各种零件。自动线上每一个吊杆是按节拍运行的,每个节拍水平移动一段规定距离,定点升降,跨越槽沿,镀件被带着循序前进,完成一个循环,镀件各工序就全部结束。自动线的传动分为水平运动驱动和垂直升降驱动两个部分。传动方式分为机械式与液压式两种。机械驱动装置结构轻巧,适宜于轻型自动线,而全液压驱动的自动线工作比较稳定可靠,适用于较重负荷。垂直升降式环形电镀自动线这种结构虽制造要求高,但可减少工作油量,还可以保证活塞刚性好。现在较普遍使用的是桥架升降式液压传动机构。液压传动的优点是比较平稳,结构简单。由于环形自动线的一个节拍中,只有上升、移动、下降、延时这几个动作,所以自动控制的仪器也比较简单。由于环形自
镀槽的排列及长度
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1237次
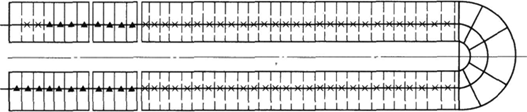
(1)镀槽的排列在环形电镀自动线中,镀槽的排列,完全按照工艺流程排成U形,图8—34所示为工艺槽的平面布置。开口端是装卸工件的工位,挂具沿环形中心线间歇向前推进,需要跨越镀槽的吊臂在槽内末端工位首先提升,向前推进一个工位间距后再进行下降,完成跨槽动作。在镀槽内同时有多个工位时,可按生产节拍每次向前推进一个间距,直到下一个跨槽动作。环形挂镀自动线工艺槽平面布置(2)镀槽的长度镀槽的长度视处理的时间而定,如清洗槽、回收槽等,镀件在该槽中处理过程比较快,所以镀槽的长度最短,只要能容纳一个挂具多一些即可,一般为500mmi若镀件在除油、电镀槽中处理时间较长,则其镀槽就应长一些。因此,在环形电镀自动线中,镀槽的排列和长度,都是根据工艺规范而定的。即先把工艺顺序和处理时间决定后
环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1326次

环形电镀自动线的工艺槽的排列方式呈U形,由许多宽度基本相同而长度不同的固定槽、推动挂具水平前进和定点升降的机械装置、自动控制仪器等组成。它能使挂具带着镀件按节拍有规律地进行下降、延时、上升、前进等动作,它可以自动联合完成包括除油、酸洗、清洗、电镀等数十道工序。环形电镀自动线按用途可分为挂镀和滚镀自动线,按升降机构运动形式可分为垂直升降式和摆动升降式。凡需要电镀的同类零件,批量相当大,年产量超过30000m2时,可考虑采用环形电镀自动线。目前它已广泛应用于汽车和自行车零件的电镀生产。环形电镀自动线与直线式电镀自动线相比,其优点是:生产效率高,适用于大批量零件的生产;辅助槽利用率高;自动控制系统比较简单。其缺点是:制造费用高;占地面积较大;机械结构的要求高;只适用于中型
直线式滚镀自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1301次

门式和悬臂式行车自动线不仅适用于挂镀,也同样适用于滚镀,只是滚镀自动线的镀槽长度一般比较小。所用行车结构只要与槽体尺寸和各滚筒吊重(包括带出溶液重)相适应即可。有的滚镀自动线要求滚筒提升后能继续旋转(从排出零件带出液和镀锌钝化后均匀暴露空气中等因素考虑),在行车车架上还附有滚筒驱动机构。当滚筒提升到上限高度时,其旋转齿轮与行车上的驱动齿轮相啮合,使滚筒在镀槽上方旋转,残液可滴落槽中,减少带入清洗水中的溶液量,节约污水处理费用。清洗后的电镀件经过提升旋转,可以清除复杂零件内的留存水分,经离心脱水干燥后,不致残留水迹。滚镀自动线的镀槽上安装有滚筒驱动装置,在装料和卸料位置,有的还装有自动装料和卸料装置。滚筒驱动装置分为单槽独立驱动和多槽联合驱动两种方式。单槽独立驱动是在每一个需要滚
粉末涂料的施工应用
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1215次
典型粉剂涂料工序1.部件悬挂2.预处理3.烘干4.冷却或底层预热5.涂装6.无喷溅时间(noflashtime)7.烘烤8.冷却9.部件移出1.预处理系统预先将金属表面进行处理会对系统性能的提高起到很大的贡献作用。流程:清洗并除油磷酸盐(含铁或锌)磷化漂净并密封烘干2.施工操作舱提供不同尺寸的操作舱保证通过工件的气速率达到120FPM(37MPM),从而能保持一定的压力。舱壁和舱顶光滑,易于清洁。设备:粉剂泵和导管粉剂筛空气压缩机手工操作:
行业排行
热门文章

湘公网安备 43122202000176号