电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第313页
电镀槽液的冷却方式
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1346次
槽液的冷却方式有:槽内冷却管冷却、槽外换热器冷却和临时性措施冷却。这里主要介绍普遍使用的槽内冷却管冷却方式及有关计算方法。冷却管冷却的优点是结构简单、容易制造安装、不需要专门的换热器及溶液循环水泵。其缺点是占用了槽子内部空间,影响装载量,由于槽液接近静止状态,所需换热面积较大。槽外换热器冷却的优缺点与冷却管槽内冷却的优缺点正好相反,此外,槽子结构较简单,由于溶液连续循环,对溶液起到了搅拌作用。常用的冷却介质有:自来水、冷冻水(机械制冷水)、氟利昂、氨等,用什么冷却介质,应根据需要维持的温度和费用确定。溶液温度-0℃~8℃氟利昂或氨制冷机组;溶液温度18℃~5℃自来水、冷冻水、氟利昂或氨制冷机组;溶液温度25℃以上来水。自来水冷却不需要专门的制冷设
电镀槽液的电加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1457次
电镀溶液采用电加热主要是在温度高于I00℃的槽液(如发兰槽、除氢油槽等)的情况。对位于集中供热的大中城市郊区的电镀厂家,采用蒸汽加热镀槽槽液的成本要比电加热低得多,所以槽液加热多以蒸汽为主。近几年来出于环境保护的考虑,许多城市开始禁止在城区范围内使用燃煤锅炉,对小规模的电镀厂家如果采用燃油或燃气锅炉来提供生产蒸汽的话,将是很麻烦又不一定是合算的。近几年来,我国电力供应条件较好的地区,越来越多的电镀厂家选择了电加热。槽液加热分为内热式和外热式两种方式。内热式就是将加热元件放在槽液内加热,多采用管状电热元件;外热式则是将加热元件安装在槽壁外面的四壁或底部,多采用电热板。管状电热元件分为金属管状电热元件和非金属管状电热元件两种。金属管状电热元件通常用碳钢、不锈钢或钛管制造;非金属管状电热元件
电镀槽液的槽外循环加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1560次
槽外循环加热的槽体内没有加热装置,它是用循环泵将槽液送到槽外的热交换器内,利用蒸汽连续加热,可以使槽液维持在一定的温度范围内,这种加热方式可以使槽体内溶液温度比采用蛇形管或水套加热时更为均匀;由于热交换器在槽外,换热面积可以根据需要选择合适的规格,不受槽体尺寸限制。这种加热方式多用于大型槽体的加热或同时对多个槽子进行均匀的加热。采用氟塑料热交换器加热槽液,能适应各种性质的电镀加工环境。由于它独特的化学稳定性和不结水垢等一系列优点,使它在许多工作条件下成为金属热交换器的优良替代品。我国制造的第一个氟塑料热交换器于20世纪80年代诞生在湖南长沙,现已发展到有许多厂家生产,如长沙市的华成镀业有限公司、宏达换热设备有限公司和华中热交换器厂等都有各种类型和规格的产品销售。氟塑料热交换器多做成
槽液的蒸汽加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1681次
电镀车问蒸汽压力常用0.2MPa~0.3MPa。加热的主要形式有蒸汽加热管加热及水套加热两种;蒸汽加热管加热又可用排管加热和用蛇形管加热。蒸汽加热排管设有水封,凝结水易排出,加热效率较高。对于铅合金及钛加热管,最好是用蛇形管的结构形式,以减少焊缝。当用铅锑合金蛇形管加热时,蒸汽压力不应超过0.25MPa。蒸汽加热排管1.蒸汽消耗量的计算蒸汽消耗量按下式计算蒸汽加热蛇形管式中:G为蒸汽消耗量(kg/h);Q为溶液升温或热水槽工作时所需的热量(kJ/h);r为蒸汽的潜热:当蒸汽压力P=0.3MPa时,r=2164kJ/kg;当蒸汽压力P=0.2MPa时,r=2135kJ/kg。2.蒸汽加热管的计算蒸汽加热管所需传热面积按下式计算
电镀槽液加热量计数方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1258次
建设在有集中供热设施的大中城市工业区或电镀工业园区的工厂,镀槽溶液加热通常是用蒸汽,分散建设的规模较小的工厂或小镀槽采用蒸汽不便时,可用电加热。燃油和燃气加热方式一般有两种使用情况:一种是采用小型燃油和燃气锅炉,为镀槽提供蒸汽加热;另一种是直接用燃烧器对槽底加热或利用燃烧产生的热风加热和烘干工件,在供电不正常的地带多用作干燥室的热源。燃油和燃气的燃烧器在市场销售的商品品牌很多,使用较多的主要还是国外进口的产品,各电镀设备厂商都是将燃烧器与干燥设备装配完好后出厂。一、加热溶液所需的热量加热溶液所需的热量,应能满足在预定的升温时间内将溶液从室温升到工作温度,中小型(3000L以下)槽子,升温时间可取1h~3.5h,小槽可取小值。加热溶液所需的热量分为两种情况:一种是从室温升到工作温
常用电镀槽体尺寸
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1490次
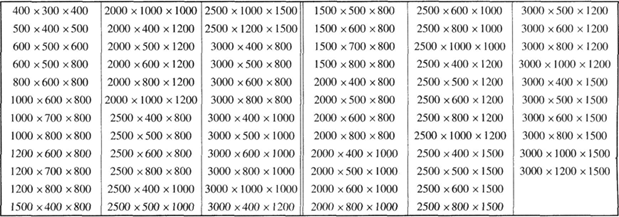
实际应用的电镀槽体规格相当繁多,现将常用的一些槽体规格列于下表以作参考常用槽体尺寸,长/mm×宽/mm×高/mm
阴极电泳涂装槽
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1141次
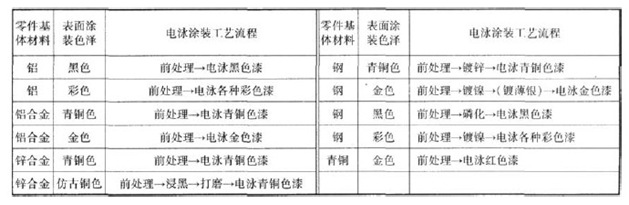
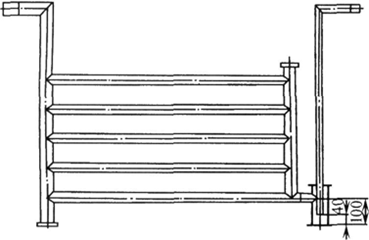
彩色阴极电泳涂装工艺是90年代国际流行的表面处理新工艺。根据零件基体材料和所需颜色不同,可选择不同的配合工序。常见的阴极电泳涂装工艺流程列于表l2—2—1。由于阴极电泳涂装前处理工序与电镀相同,而且多数工厂是在电镀车间完成阴极电泳涂装工作。为此对阴极电泳涂装槽及相关设备予以概略介绍。阴极电泳涂装槽由槽体、连续过滤装置、热交换器、阳极区隔膜、导电装置和温度控制装置等组成,工作温度在25%左右,视漆液牌号而定。 槽体通常由硬聚氯乙烯板制成,分为主槽和副槽两部分,上部通过溢流口相连接,使主槽内的漆液能顺利流人副槽内。主槽内靠近阳极导电装置的侧面,设置阳极隔膜,以稳定溶液pH值,当阳极区内电导率和pH值升高时,应更换阳极区的溶液和补充高纯水。由于槽液呈酸性
电镀浸油槽的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1345次
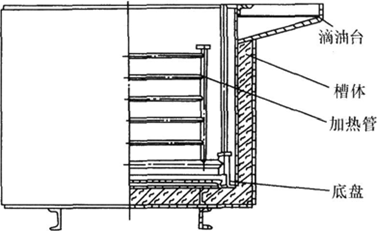
浸油槽用于发蓝和磷化后作补充处理,把氧化膜松孔填满。也可用于油封。其工作温度一般为105℃~ll5℃。浸油槽的结构型式与发蓝槽相似,由槽体、加热器及活动底盘组成(见图l2—2—18),均由普通钢板焊接而成。加热方式有两种:一种是用蒸汽加热管加热,结构简单,操作安全,加热管由无缝钢管制成;另一种是用电加热,此时宜选用油用管状电加热元件,也可在内槽底下用电热板作外热式加热。电加热有可能使油过热甚至着火,应采用温度自动控制装置。当车间蒸汽压力低于0.2MPa时,宜用电加热。电加热浸油槽的电功率可近似地按每l00L油3kW~4kW计算。 零件浸油后,需有一个滴油过程,为此浸油槽的端部或槽内应有一个滴油台。二十、除氢油槽除氢油槽用于某些零件镀铬后去氢。其结构型式和发蓝槽相似,一
发蓝槽(钢铁氧化槽)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1343次
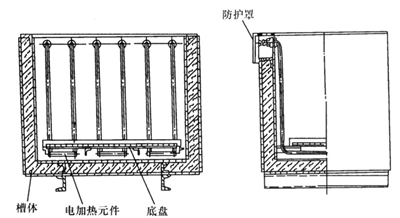
发蓝槽由槽体、加热器及底盘组成,其工作温度一般在130℃~150℃之间。对于常温发黑槽,属于酸性氧化溶液,可采用不带加热器的硬聚氯乙烯塑料槽或陶瓷槽。发蓝槽(钢铁氧化槽)内槽由钢板焊接而成,外壁由薄钢板焊成,保温层厚度约50mm~80mm。为了便于捞取落入槽中的零件,槽底部设1个~2个用型钢和铁丝网制的活动底盘。溶液用电加热,分为内热式和外热式两种:内热式是在槽内安装适当功率的管状电加热元件;外热式是在内槽底下设置抽屉式或其他型式的电加热器。后者的优点是便于自制加热器,但效率不如内热式高,加热器寿命较短,结构较复杂。若车间的蒸汽压力能达0.59MPa,也可用蒸汽加热,其加热管用无缝钢管制成。如果车间有煤气,亦可用大气式煤气燃烧器加热。加热溶液的电功率,可近似地按每100L
电泳漆的适用范围
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1337次
您的产品是否使用电泳涂装如果您想降低生产成本,减少对环境的危害或者提高产品漆涂效果,您可能就需要用到电装涂装。经济优势95%-99%的传递效率高自动化全方位涂覆高产量优良的薄膜均匀性控制低应用成本维护简易低保险率环境优势低含量挥发性化学物(低至0.1lbs/gal,即12g/l)无表面活性剂的化学成分无重金属的化学成分废水中较低的化学需氧量和生化需氧量封闭霍尔效应较少的固体颗粒水性物质有助于降低火灾隐患缺点不易处理的多色系首次购买的成本比液体涂料高,也比粉末涂料略贵全方位涂覆要求在不施加涂料的部位用掩蔽剂
行业排行
热门文章

湘公网安备 43122202000176号