电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第316页
电镀线常温酸浸蚀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1136次
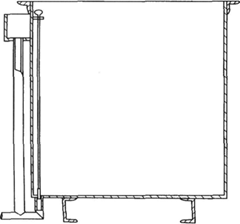
常温酸浸蚀槽仅有一个槽体,小型酸蚀槽通常是用硬聚氯乙烯塑料制造,大型槽体则用钢槽衬软聚氯乙烯塑料或钢框架内套衬硬聚氯乙烯塑料,其结构如图12—2—7所示。这一类槽子适用于一般浓度的常温酸浸蚀槽,不适用于王水槽及浓硝酸等浸蚀槽。王水槽可用耐酸陶瓷槽,小的王水槽宜设置在专门的抽风柜内。
电镀线三氯乙烯清洗设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1184次
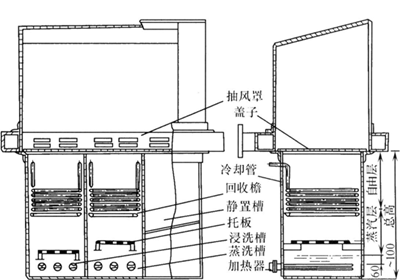
三氯乙烯清洗设备属于有机除油设备的一种。当三氯乙烯被加热到沸点(86.9℃)后,产生三氯乙烯蒸汽,由于其蒸汽的密度大(为空气的4.54倍),总是水平上涨,遇到槽内上部的冷却管后即凝结成液体,因此,其蒸汽的上部能保持一个稳定的水平界面,形成一定厚度的蒸汽层,在三氯乙烯蒸汽层中,蒸汽遇到放人槽中的冷零件,即在零件表面冷凝成液体,起到溶解和洗脱表面油污的作用。小型的手工操作的三氯乙烯清洗设备由浸洗槽、蒸洗槽、静置槽、加热器、冷却管、槽盖及抽风系统等组成,有的还设有储液罐。三氯乙烯清洗设备也可由一个蒸汽槽兼作多用,使结构简化。槽子尺寸约360mmX320mm×800mm冷却盘管φ10紫铜管7圈加热器总功率浸洗槽6kW温度≤100℃蒸洗槽8kW自由层高度≥6
电镀线化学除油槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1663次
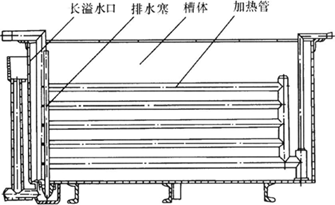
化学除油槽通常是由钢制槽体、蒸汽加热管或电加热管组成,其结构参见图12—2—4。除油溶液为碱性,传统除油的工作温度为70℃~90℃,中温除油温度为40%~60%。化学除油槽化学除油槽在生产过程中会不断出现较多漂浮在溶液表面的乳化油粒、抛光膏污垢和油脂皂化产物,若不及时清除,当工件提出液面时就势必粘附在其表面,如果在热水槽中清洗不净,必然会污染下一槽溶液并且还会造成镀层疵点。为此,建议使用吊车操作的大型除油槽和自动线上的除油槽,采用除油溶液专用过滤机对槽液进行连续循环过滤。连续循环过滤的化学除油槽,其槽体必须在长度方向的一面侧壁上开长条溢流孔、溢流槽和溢流管,其高度以设计面高度为准,并在其对边相同高度水平设置喷液管。溢流管和喷液管的接口分别与除油溶液专用过滤机的进水管和出水管联
PPG 电泳涂料简介
发布 : 涂装助手 | 分类 : 电泳漆产品 彩色电泳漆 | 评论 : 0人 | 浏览 : 2446次
今天来介绍下PPG电泳涂料PPG工业公司向汽车工业提供电泳漆产品的历史已超过40年,为30多亿车辆提供了保护。我们的全线阴极浸式底漆被全球所有的主要汽车制造商所使用。PPG在电泳漆产品和工艺先进性方面处于先驱地位,包括:•涂料超滤,提高效率•第一个将阴极电泳漆推向市场•设计和安装的第一个阳极电解液系统,减少了浪费•推出了第六代Enviro-Prime®无铅阴极环氧漆历史PPG积极的参与了1957年在福特汽车公司进行的由GeorgeBrewer博士指导的对电泳漆开发的第一次研究。此次研究的目的是为了寻找一种提高汽车车身难以触及部位的防腐保护方法。PPG于1964年将阴极电泳漆注入福特密歇根州的储罐。汽车制造商很清楚在内部凹陷区域容
电镀工艺过程的选定
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1282次
生产纲领就是一个电镀生产部门一年的总产量,它是根据工厂投向市场的计划任务书的产品图纸编制而成。一切工艺技术都是为生产服务,生产按生产纲领实行。而生产纲领又是电镀厂家所生产的产品品种特点、生产指标、工厂人员、环境条件、工艺技术、劳动量和生产量的综合体现。因此,电镀工艺、技术编制设计应以此为重要依据。编制技术设计的生产纲领,必须依据电镀产品图纸或实物以及用户要求,计算出每个零件的电镀面积,编制零件电镀面积计算卡。如果有些产品没有图纸,或者某些类型产品的品种过多(如仪器、仪表件电镀),产品零件应逐一计算受镀面积。此时,允许套用类似产品的电镀面积,或取有代表性的产品受镀面积乘以折合系数,从而换算出电镀面积。当受镀的小零件或标准件多时,可采用滚镀。此时,可按装载重量计算,不必详
电镀生产中质量管理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1382次
电镀质量实际上是电镀全过程的最终结果。在ISO9000系列国际质量标准中,将电镀工艺列为特殊工艺,并强调特殊工艺需要特殊考虑。所谓特殊考虑,就是按照AMIE人员、设备、原料、方法、环境)五大因素对电镀过程进行全面质量控制,建立质量保证体系,达到向市场提供优质产品的目的。为了与世界经济接轨,应积极采用ISO9000系列),等同于国家标准ISO9000系列质量标准。以质量求发展是当今企业竞争成败的关键。适销对路、高质量产品是靠企业生产出来的,生产靠科学管理,科学的管理靠人,产品质量的关键是要解决人的工作质量。优秀的产品质量第一靠人,质量好坏是靠人做出来的,人的素质与工作质量好坏可以决定产品质量的好坏;第二是内部管理,电镀要以效益抓质量。质量管理的本质就是制度和人,这是企业成败的分界线。若在实
电镀现场生产的组织形式
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1109次
电镀现场的生产组织形式,须与现代电镀生产技术管理相适应,根据上述电镀生产的特点和管理要求,如何充分考虑到电镀生产成本管理(包括劳务成本管理),综合建立起一套科学管理的组织形式,来保证产品质量、生产效率、成本控制等各方面有效地科学管理方法,是势在必行的共同要求。电镀现场生产的组织形式,一般应按加工批量、产品类型、工艺种类及经济核算等因素结合实际来确定。在产品批量大,定货稳定,专业化生产程度较高的情况下,可以根据产品特点和需要,建立专业电镀加工车间。专业电镀加工车间,可以是全能电镀自动线生产方式或手工电镀操作生产方式,产品加工从镀前处理、电镀到镀后处理等全过程在车间内完成。有条件的车间可独立设置生产计划(调度),工艺管理,质量检验和直接成本管理等专职部门(或人员),在公司或厂部
电镀生产的特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1268次
电镀生产是一类专业性强、综合性高、复杂性多的系统工程,无论是专业电镀加工厂家,还是综合性电镀加工企业,都具有“四多”特点:镀种多:有各种不同工艺类型的镀种,单层或多层镀,即使同一镀种或镀层,因组合不同,又可分吊镀、滚镀等不同生产方式。工序多:如镀前处理(脱脂、酸洗、活化等)、电镀、镀后处理(钝化、出光、除氢、干燥等)。不同的基体前处理、电镀和后处理工艺各异。品种多:如产品、材料几何形状、质量要求不同等,都随产品不同和质量要求不同,其产品生产过程、工艺条件等也各不相同。因素多:如原材料、工艺配方、操作条件、设备正常程度,乃至水、电、气三废治理等电镀生产过程中,每一因素均直接影响产品质量,因此必须加强现场生产技术管理。生产过程按计划进行是指生产中应按工艺要求严格
电镀热水清洗槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1428次
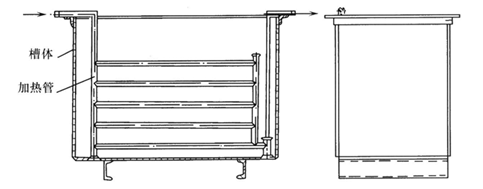
热水清洗槽通常由钢槽体及蒸汽加热管组成,其常见结构如图l2—2—3所示。槽体上设有排水孔和溢水口,由于热水槽容易沉积水垢,一般应把排水、溢水管径适当地选大一些。加热管一般均布置在槽体内侧壁,以便于在换水清洗槽体时清除沉淀在槽底的污物和掉人槽底的零件。热水清洗槽
电镀槽典型结构
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1875次
镀槽是对电镀生产所用各个工序的专用槽体的总称。它包括各种前处理用槽、电镀槽、氧化槽、钝化槽和各种清洗槽等,其中电镀槽是电镀生产的主要设备。它是电镀溶液的载体,因此要求其表层与各种类型的溶液长期接触时不会腐蚀和溶解,以防产生不良影响。同时要求槽体具有足够的刚性,以承受槽体和溶液的重力和液体产生的侧压力。还要有足够的几何尺寸,以装载必要数量的工件、保持足够的阴阳极间距和安装热交换器等配件。有时还需设置保温、绝缘层,以节约能源和防止漏电,以免造成不必要的损失。对于采用电加热的镀槽槽体还应有接地装置与厂房公共接地线路可靠联接,以保障操作和维护人员的人身安全。槽体材料依槽液性质、工作温度及结构特征而异。槽体尺寸与电镀零件的外形尺寸和要求的生产能力有关。确定槽体尺寸应首先研究电镀件的吊挂情况和同时
行业排行
热门文章

湘公网安备 43122202000176号