电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第321页
化学镀镍在各种基材上的不同
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1689次
化学镀镍在各种基材上的不同在铁、钴、镍、铑和钯上可直接化学镀镍,因上述基体本身就具有自催化作用;电位比镍负的铝、镁、钛、铍等金属,浸入化学镀镍液后,靠置换反应在其表面沉积一层有自催化作用的镍,所以也无需经活化程序就能直接镀镍。但是铝与化学镀镍层的结合力不好,容易起泡,最好在化学镀镍之前先进行浸锌处理。锡青铜、铅锡合金等表面不能直接化学镀镍,必须预电镀镍层。为保障不锈钢与化学镍层的结合力,化学镀镍之前先在下列溶液中闪镀一层镍。NiCl2·6H20200g·L~250g·L·1温度室温HC1(37%)70mL·L~80mL·L。时间5min~10min阴极电流密度1A·dm-2~3A·dm-2对于无催化作用且电位较正的金属,如铜及其合金、锰、银
化学镀镍镀液成分和工艺参数的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1889次
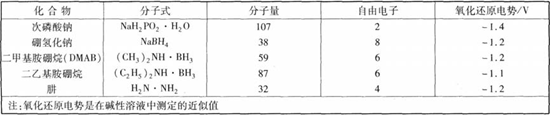
1.镍盐为镀液的主成分一般随镍盐浓度升高沉积速度加快。但镍盐过高时,速度过快易失控,发生镀液自分解,同时镍盐含量还受配位体、还原剂比例的制约,通常在20g/L~35g/L范围。2.次磷酸钠(俗称次亚磷酸钠)为还原剂在化学镀镍磷合金中,几乎只使用次磷酸钠,这是因为价格便宜,容易买到。次磷酸钠的最佳用量主要取决于镍离子的浓度。化学镀镍在pH=4以上,次磷酸盐都能将镍离子还原,通常沉积lg镍需消耗5.4g次磷酸钠,含量高沉积速度快,但镀液稳定性差。化学镀镍的沉积速度、质量及镀液稳定性又取决于Ni2+/H2P02-的比值。Ni2+/H2P02-=0.3~0.4时沉积速度达最高值,即20g/L~30g/L硫酸镍应加30g/L~40g/L的次磷酸钠。比值为0.25,镍层发暗
化学镀镍液的配制方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1636次
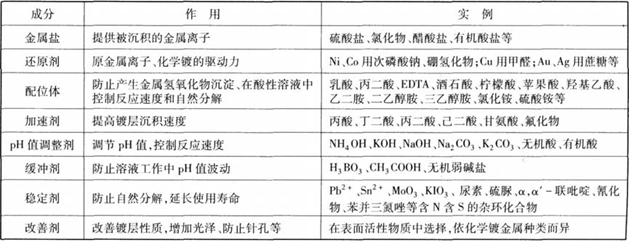
化学镀镍配方多,使用成分多,且有弱酸性和弱碱性两种,特别要根据选用的配方采用正确的配制方法,防止因配制不当产生镍的氢氧化物沉淀。这里介绍配制应遵循的顺序:(1)用不锈钢、搪瓷、塑料作镀槽。(2)用配槽总体积的1/3水量加热溶解镍盐。(3)用另外1/3的水量溶解配位体、缓冲剂及其他化合物,然后将镍盐溶液在搅拌下倒入其中,澄清过滤。(4)用余下1/3水量溶解次磷酸钠,过滤,在将要使用前在搅拌下倒人上述混和液中,稀释至总体积,用l:10的H2S04或1:4的氨水调pH值。加入槽中的次磷酸盐最终约90%转化为亚磷酸盐,亚磷酸镍溶解度低,当有配位体存在,游离镍离子少时,不产生沉淀物。当有亚磷酸镍固体沉淀物存在时,将触发溶液的自分解。在化学镀中不可避免地会有微量的镍
化学镀镍的分类
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1467次
早在1844年A.Wurtz就发现金属镍可以从它的盐类水溶液中被次磷酸盐还原而沉积出来。作为应用至今的化学镀镍技术,是l946年A.Brenrer和G.Riddell发现并发展了化学镀镍的实用体系。1955年美国通用运输公司(GATC)建成了第一条化学镀镍生产线和第一个商品化镀镍溶液,商标名为“Kanigen”(CatalyticNickelGeneration)。它是由GATC的Gutzeit博士研发的。20世纪70年代他又研发了以硼氢化钠为还原剂的“Nibodur”工艺。目前化学镀镍已成为表面处理领域中发展最快的新技术之一,以其优异的功能性镀层,在几乎所有的工业部门都得到了广泛应用,特别是计算机的高密度硬盘的化学镀镍等。化学镀镍工艺到20世纪80年代有了巨大发展,其研究
化学镀的特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1590次
随着工业的发展和科技进步,化学镀已成为一种具有很大发展前途的工艺技术,同其他镀覆方法比较,化学镀具有如下特点:(1)可以在由金属、半导体和非导体等各种材料制成的零件上镀覆金属;(2)无论零件的几何形状如何复杂,凡能接触到溶液的地方都能获得厚度均匀的镀层,化学镀溶液的分散能力优异,不受零件外形复杂程度的限制,无明显的边缘效应,因此特别适合于复杂零件、管件内壁、盲孔件的镀覆;(3)对于自催化的化学镀来说,可以获得较大厚度的镀层,甚至可以电铸;(4)工艺设备简单,无需电源、输电系统及辅助电极,操作简便;(5)镀层致密,孔隙少;(6)化学镀必须在自催化活性的表面施镀,其结合力优于电镀层;(7)镀层往往具有特殊的化学、力学或磁性能。某些化学镀溶
化学镀的原理及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1742次

化学镀是在无电流通过(无外界动力)时借助还原剂在同一溶液中发生氧化还原作用,从而使金属离子还原沉积在自催化表面表面上的一种镀覆方法。化学镀与电镀的区别在于不需要外加直流电源,无外电流通过,故又称为无电解镀(ElectrolessPlating)或“自催化镀”(AutocatalyticPlating)。所以化学镀可以叙述为一种用以沉积金属的、可控制的、自催化的化学还原过程,其反应通式为:上述简单反应式指出,还原剂Rn+经氧化反应失去电子,提供给金属离子还原所需的电子,还原作用仅发生在一个催化表面上。因为化学镀的阴极反应常包括脱氢步骤,所需反应活化能高,但在具有催化活性的表面上,脱氢步骤所需活化能显著降低。化学镀的溶液组成及其相应
电镀件晾晒预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1093次
晾晒预干燥利用自然风和阳光晒的干燥方法不消耗能源,经济实用,使用此法最为普遍,效果不亚于其他方法,工作效率高。不同形状工件晾晒时具体要求简述如下。小件晾晒前先放在毛巾中,裹起来甩几下,把工件表面多余的水分甩掉,然后再摊开晾晒,晾晒时还需拨动工件,以防相互贴合处的水分难以挥发。大件晾晒前先用毛巾擦一遍,这样可以加速晾晒过程,并可避免阴极性镀层表面因游离水分停留时间过久而出现锈迹。转化膜处理件晾晒时孔眼、狭缝处泄出来的游离水要用半湿毛巾及时吸去,小件也可放在毛巾上裹起来甩去水分,但不可用毛巾擦,否则会损伤膜层。晾晒时工件的尖头朝下,垫上吸水物体如砖块、海绵等,利于除去集积的水分。
高速电镀方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1588次
高速电镀是当前发展的趋势。高速电镀是采用特殊的设备和镀液添加剂。在采用极高的阴极电流密度时,能获得优质镀层的电镀方法。由于高速电镀提高了电镀速度,使生产效率提高数十倍至上百倍,为大批量连续生产提供了有利条件。高速电镀并能应用电子计算机对高速电镀的自动化操作及电镀层质量的可靠监控,从而保证产品质量的可靠性。因高速电镀的种种优点,因而在钢铁、机械、电子等工业得到广泛的应用。如薄钢带的连续高速镀锡作为制罐材料;预成型配件(如框架、接插件等)的带状镀或局部选择性电镀,为大批量的电子元器件生产提供可靠和价廉的基础。随着高科技迅速的发展,高速电镀有利于节能和环境保护,因而高速电镀的发展更具有实际意义。一、液面平行控制连续选择性电镀该方法就是使电镀液在阴极表面高速流
刷镀工艺的有关参数
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1378次
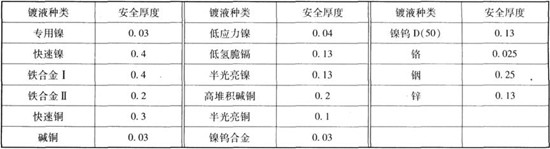
1.镀层的安全厚度安全厚度是指在镀层质量的各项性能指标都得到保证的条件下,一般所能镀覆的厚度。影响镀层安全厚度的因素主要是镀液成分和工艺条件。若镀覆的厚度超过安全厚度,镀层会出现粗糙裂纹、开裂、结合力下降甚至剥落。各种镀液镀覆的镀层的安全厚镀几种刷镀液镀覆单一镀层的安全厚度2.阳极与零件的相对运动速度刷镀时阳极与零件之间应保持一定的相对运动速度。速度太低,刷镀电流过大时,会使镀层烧伤、多孔、粗糙、发脆;速度太高,会降低电流效率,甚至无镀层。当相对运动速度高于最佳值时,可提高电压和电流;低于最佳值时,可降低电压和电流。当阳极固定而圆柱形零件旋转时,其最佳相对运动速度与转速的关系3.工作电压与电流工作电压是刷镀工艺的一个重要参数。每种镀液都推荐了适用的电压范围
刷镀工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1513次
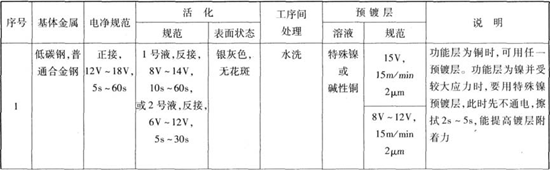
刷镀工艺可分为基体表面的准备及刷镀金属镀层两部分。按具体情况一般有2道~6道工序,包括清洁、修整、电净(除油)、活化、镀过渡层、镀工作镀层。(1)清洁。零件首先用汽油、丙酮等有机溶剂清洗。若有厚的锈蚀层、锈斑,则需用钢丝刷、砂布等清除干净。(2)修整。零件在刷镀前首先用锉刀、砂轮等工具将刷镀部位的毛刺、飞边、氧化皮、疲劳层、污物等清除干净。对划伤、凹坑等应将其根部和表面拓宽并形成圆弧,使根部与阳极接触,便于刷镀。零件有键槽,油孔等要用石墨或橡胶等合适材料填平。(3)电净。电净时一般将零件接负极(正向)。钢零件的电净使用电压IOV~20V;时间为30s~60s;铜零件使用电压8V~12V;时间为l5s~30s;轻金属零件用5V~8V,时间为5s~lOs。对超高强度钢的电净
行业排行
热门文章

湘公网安备 43122202000176号