电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 喷涂技术工艺 喷涂设备 - 第12页
电弧喷涂的主要工艺参数
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1734次
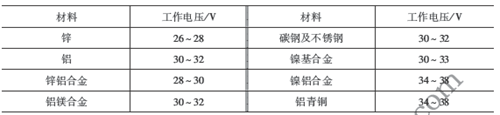
电弧喷涂的主要工艺参数电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和喷涂距离1喷涂电压喷涂电压是指两金属丝尖端之间的电弧电压,它反映了丝材尖端间隙的大小,有效地控制电弧电压可以保持雾化区几何形状的稳定。每种材料都对应有自己维持电弧稳定燃烧的最低电弧电压值。喷涂电压越低,熔化了的粒子尺寸就越小。但是,如果电弧电压低于材料的临界最低电弧电压,电弧就不能稳定地燃烧。当喷涂电压高于临界电弧电压时,随着电压的提高,丝材尖端的间距、喷涂射流角度和喷涂粒子的颗粒尺寸范围都随之增大。同时被喷涂材料的元素烧损程度也增大,尤其是那些容易与氧化合的元素,其烧损更为严重。随着喷涂电压的提高,沉积效率逐步降低。可见,电弧电压对喷涂质量影响很大,在保证电弧稳
高速电弧喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1363次
高速电弧喷涂传统电弧喷涂技术由于喷涂粒子速度低,涂层受到较严重的氧化,使电弧喷涂涂层质量和应用受到一定限制。研究表明,影响电弧喷涂涂层质量的主要工艺参数除电弧电压、电弧、电流、送丝速度外,压缩空气的流速、质量也是影响涂层质量的关键因素之一。高速电弧喷涂技术就是采用高压气流或燃料燃烧所产生的高速射流雾化喷涂材料熔滴,提高电弧稳定性,使喷涂粒子显著加速,减少粒子与空气的接触时间,达到减少涂层氧化,显著提高涂层质量的目的。1高速电弧喷涂原理高速电弧喷涂原理与传统电弧喷涂完全相同,其主要区别在于提高雾化气压力和流速。通常采用拉瓦尔喷管来实现雾化空气的加速,或利用液体燃料燃烧产生的高速火焰焰流作为熔滴雾化气流,从而实现喷涂粒子的加速。资料表明,高速电弧喷涂在距喷
电弧喷涂5大技术特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1853次
电弧喷涂技术特点1生产效率高电弧喷涂的生产效率与电弧电流成正比,当喷涂电流为300A时,喷涂不锈钢丝可达14kg/h,喷涂铝丝为8kg/h。这大约相当于火焰喷丝枪生产效率的3~4倍。2涂层结合强度高电弧喷涂时,电弧温度高达5000K,使得熔融粒子温度高,变形量大,可获得较高的结合强度及涂层自身强度。3元素烧损较为严重由于电弧喷涂温度高,由电能转化的热能除了熔化送进的丝材外,仍有大量过剩,过剩的热能导致丝材在喷涂过程中过热,发生氧化和蒸发,形成烟尘而损失掉。4能源利用率高电弧喷涂时,电弧直接作用于金属丝的端部用来熔化金属,能源利用率可达90%,是各种喷涂方法中能源利用率最高的。5操作简单,维护方便电弧喷涂设
电弧喷涂的电弧喷涂设备
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1699次
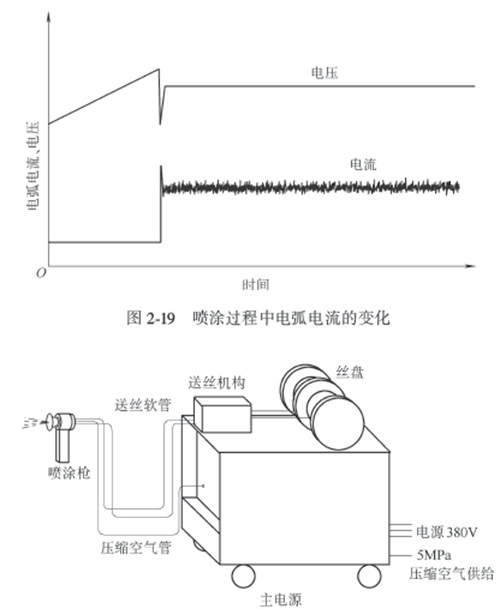
电弧喷涂设备电弧喷涂设备主要由喷枪、喷涂电源、控制箱、送丝机构等构成。目前大多数设备都将控制箱与喷涂电源合并在一起。 电弧喷涂设备构成示意图1喷涂电源(1)电源特性要求目前电弧喷涂大多采用外特性和动特性适于电弧喷涂特点的专用电源,即电源外特性是平特性或略带上升的外特性,而动特性有足够大的电流上升速率,,平直或略带上升的外特性比陡降外特性有大得多的电流自调节性能。当弧长变小时,电流能迅速增大,加速金属丝的熔化而恢复弧长;当弧长变大时,电流又能迅速减小,减少金属丝的熔化速度而恢复弧长。由于不同金属材料要求的最低喷涂电压不同,要求喷涂电源的输出能在一定范围内调节。一般,喷涂电源的空载电压调节范围是24~38V。(2)电源构成喷涂电源的主
电弧喷涂的喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2355次
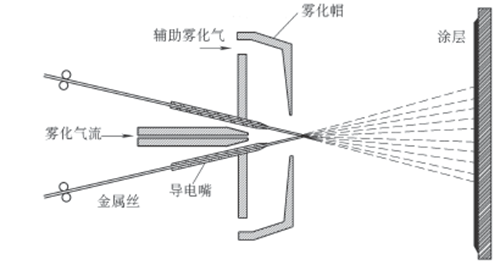
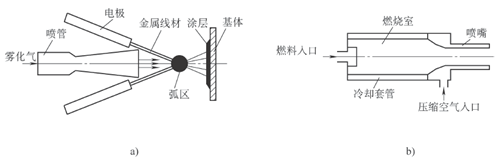
电弧喷涂电弧喷涂是利用两根连续送进的金属丝之间产生的电弧作热源来熔化金属,用压缩空气把熔化的金属雾化,并对雾化的金属细滴加速使之喷向工件形成涂层的技术。喷涂原理端部呈一定角度(30°~50°)的两根连续送进的金属丝,分别接直流电源(18~40V)的正负极,在金属丝端部短接的瞬间,产生电弧。电弧使金属丝熔化,在电弧点的后方由喷嘴喷射出的高速空气流使熔化的金属雾化成颗粒,并在高速气流的加速下喷射到工件的表面。电弧喷涂原理图在电弧和雾化气流的作用下,两金属丝的端部频繁地进行着金属熔化—熔化金属脱离—熔滴雾化成微粒的过程。在每一过程中,极间距离频繁地发生变化,在电源电压保持恒定时,由于电流的自调节特性,电弧电流跟随发生频繁地波动,自动维持金属丝的熔化速度,
ACHVAF喷涂工艺
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1457次
ACHVAF喷涂工艺继HVOF之后,美国和日本又相继研究出了燃气与空气混合燃烧的高速火焰喷涂系统,简称为HVAF,目的是进一步降低喷涂过程中粉末材料的氧化以及氧气的消耗。但当时的HVAF系统因粉末沉积率低以及存在安全方面的隐患而并未收到预期的效果。2001年在前苏联科学研究成果的基础上,美国TSR(UniqueCoat)公司研制成功ACHVAF高速火焰喷涂系统,使HVAF喷涂技术以全新的面貌显示出其独特的涂层和工艺特点。1ACHVAF喷涂工艺原理该工艺与HVOF喷涂原理类似,是利用气态燃料和空气燃烧形成的超声速气流的能量来加速和加热被喷涂材料。与传统的HVOF相比较,ACHVAF工艺焰流速度高,但温度较低,被喷涂粒子速度高达700~800m/s,而粒子温度
高速火焰喷涂主要工艺参数
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1725次
高速火焰喷涂主要工艺参数以DJ型高速火焰喷涂系统为例,介绍工艺参数对涂层性能的影响。(1)粉末特性目前粉末供应商提供了品种繁多的碳化物粉末,而粉末特性往往因其制粉工艺方法的不同而表现出较大的差异。粉末特性包括:粉末粒度分布、颗粒形状、表面粗糙度等。图217为两种不同制粉工艺生产的WC/12Co粉末的扫描电镜照片,粉末1为团聚烧结制得,粉末2为直接烧结制得。虽然粉末成分相同,但由于制粉工艺不同,其形貌存在较大差异:粉末1为球状颗粒,表面粗糙多孔;粉末2为不规则块状颗粒,表面较光滑。两种粉末粒度基本相同,约为17~45μm。研究表明:团聚烧结法生产的碳化物粉末,其粒度均匀、形状规则(接近球形)、表面粗糙多孔、流动性好。该类型粉末用DJ2700设备喷涂,其涂层性能明显优于其他类
高速火焰喷涂涂层和工艺特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1387次
高速火焰喷涂涂层和工艺特点高速火焰喷涂工艺因其鲜明的特点:超高的焰流速度和相对较低的温度,使其涂层性能和喷涂工艺具有许多特点:1)火焰及喷涂粒子速度高。火焰速度达到1800m/s以上,粒子速度达400~650m/s。2)粉粒受热均匀。喷涂粉粒沿轴向或径向注入燃烧室,使粉末在火焰中停留时间相对较长,熔融充分,产生集中的喷射束流。3)粉粒与周围大气接触时间短,粉末粒子飞行速度高,和周围大气接触时间短,很少与大气发生反应,喷涂材料中活泼元素烧损少。这对碳化物材料尤为有利,可避免分解和脱碳。4)喷涂粉末细微,涂层光滑。用于高速火焰喷涂的粉末粒度一般为10~45μm,属于细粒度粉末。同时喷涂粒子速度高,熔融充分,形成涂层时变形充分,使得涂层表面粗糙度小。5)涂
高速火焰喷涂设备构成
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1615次
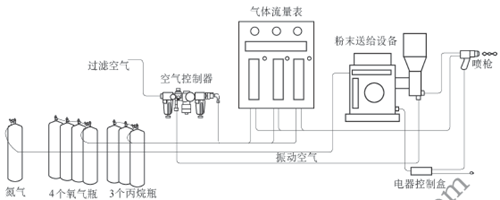
高速火焰喷涂设备构成高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。目前我国在用的高速火焰喷涂设备绝大部分是进口的,使用最多的型号为:SulzerMetco公司的DJ2700和Praxair公司的JP5000,JP5000是原HobartTafa公司研制成功的,后该公司并入了Praxair公司。这两种设备在国外应用也最为广泛,代表了当今世界高速火焰喷涂技术的发展水平。(1)PraxairJP5000型图215为JP5000型高速火焰喷涂设备构成示意图。该设备以煤油作为燃料,其特点是燃烧室压力高(>106Pa),功率大、焰流出口速度高(2100m/s);粉末由燃烧嘴低压区沿径向注入,使得粉末受热均匀、充分。相比其他工艺,其适宜喷涂的粉末粒
高速火焰喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1844次
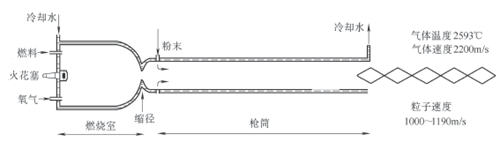
高速火焰喷涂高速火焰喷涂国内习惯上称为超声速火焰喷涂,它的英文缩写为HVOF(HighVelocityOxygenFuel的首写字母)。高速火焰喷涂是在爆炸喷涂的基础上发展起来的一项新的热喷涂技术,是在20世纪80年代初期,由美国Browning公司最先研制成功,并推出名为JETKOTE的商用喷涂设备。高速火焰喷涂技术一经问世,就以其超高的焰流速度和相对较低的温度,在喷涂金属碳化物和金属合金等材料方面显现出了明显优势。在世界各大热喷涂公司的积极推动下,该技术发展很快,目前高速火焰喷涂技术在喷涂金属碳化物、金属合金等方面,已逐步取代了等离子喷涂和其他喷涂工艺,成为热喷涂的一项重要工艺方法。高速火焰喷涂原理高速火焰喷涂是将助燃气体与燃烧气体在燃烧室中连续燃烧,燃
行业排行
热门文章