电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 喷涂技术工艺 喷涂设备 - 第11页
溶液等离子喷涂涂层性能
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1405次
溶液等离子喷涂涂层性能溶液(料浆)等离子喷涂技术有效地解决了纳米粉末材料在等离子喷涂过程中难以输送和涂层制备工艺过程中抑制纳米粒子长大趋势的关键技术,可得到完全纳米相结构涂层。采用多种混合溶液(料浆)可制备纳米复合涂层;采用多个溶液(料浆)容器输送器同时输送不同的喷涂涂层材料,并相应改变不同溶液(料浆)输送量大小,可制备纳米梯度功能涂层和其他功能涂层。纳米粉末等离子喷涂技术是将纳米粉末材料经喷雾干燥团聚制备成微米颗粒(一般为45~90μm)的粉末材料来满足等离子喷涂工艺的要求,即经团聚后的微米颗粒由于颗粒间的内聚强度不够,存在二次分散的可能,这点在研究过程得到验证。解决这一问题的方法是再进行高温烧结、球化处理,不可避免地使纳米粒子长大,经等离子喷涂后得到的涂层仅有部分纳米相存在。溶
溶液等离子喷涂工艺
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1429次
溶液等离子喷涂溶液等离子喷涂技术是采用包含纳米粒子的溶液或料浆(取代传统的粉末材料)作为等离子喷涂涂层材料,制备具有纳米结构的涂层。区别于粉末等离子喷涂技术(粉末作为涂层材料),为等离子喷涂技术提供了崭新的工艺方法。技术原理为:将具有一定粘度的纳米溶液(料浆)作为等离子喷涂涂层材料,经载气流或输送泵送入等离子弧焰中,经雾化后被等离子弧焰高温加热蒸发、反应沉积、烧结,最后在基体上形成具有纳米结构的纳米涂层。工艺过程将具有一定粘度、含有纳米颗粒(粒径为5~20nm)的纳米溶液(料浆)经输送器输送(可用载气流输送,也可以用输送泵输送)到等离子弧焰中,按上述原理喷射沉积到零件基体表面,形成纳米结构涂层。
真空等离子喷涂工作原理及特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2803次
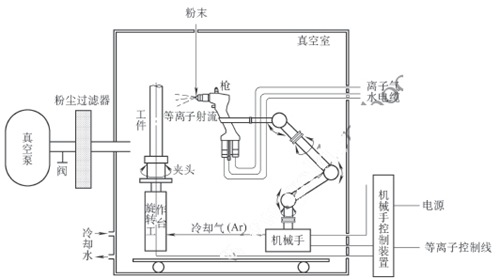
真空等离子喷涂工作原理及特点将等离子喷枪、工件及其运转机械置于低真空(2~12kPa)有氩气氛保护的密闭室内,在室外控制喷涂过程。通过真空机组和过滤器保持密闭室的真空度。真空等离子喷涂工作原理图低真空环境下的喷涂与大气等离子喷涂相比具有以下显著特点:1)等离子射流的速度和温度都比大气等离子喷涂明显提高,压力愈低,射流速度和温度就愈高。2)粉末在等离子射流高温区域滞留的时间增加,受热更均匀,飞行速度更高。3)可大幅度提高基体表面预热温度;还可以用反向转移弧对基体进行溅射清洗,清除氧化物和污垢,使涂层和基体的结合状况得到改善。4)粉末和基体表面完全避免了氧化,能制备各种活性金属材料涂层。5)由于以上原因,使得涂层结合强度大幅度提高,气孔率
真空等离子喷涂设备组成
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1433次
真空等离子喷涂设备组成ZB3000型真空等离子喷涂设备的主机为ZB80等离子喷涂系统,配备真空室、过滤器、真空机组、控制柜、真空喷涂枪及机械手等组成一套完整的真空等离子喷涂系统。(1)真空室采用不锈钢焊接而成,双层水冷结构,内部尺寸2000mm×2600mm,外形尺寸约为2200mm×3200mm,真空室极限真空度为1Pa,工作真空度为1000Pa。(2)粉尘过滤器材质为不锈钢,油浴水冷结构,既可以降低喷涂室中抽出的气体的温度,又可以有效去除气体中的粉尘,保护真空机组,提高其使用寿命。(3)真空机组真空机组前级泵采用2H70滑阀泵,主泵为ZJ300罗茨泵,维持泵为H40滑阀泵。(4)控制柜控制柜用于控制真空机组和阀门的开闭及对工件进行预热、清洗
可控气氛等离子喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1237次
可控气氛等离子喷涂是指在含有特定气体气氛的密闭室中完成的等离子喷涂。常用等离子气体有氩气、氦气、氮气、氢气或它们的混合物,利用适当的控制系统操纵喷枪和工件,同时由符合规定条件的喷涂室外的送粉器将粉末连续送入喷枪。当密封室内可控气氛气体压力低于大气压时,又称低压等离子喷涂或真空等离子喷涂(VPS),真空等离子喷涂是可控气氛等离子喷涂的一种特殊方式。下面以国产ZB3000型真空等离子喷涂系统为例,介绍其工作原理和设备构成。可控气氛等离子喷涂原理图1—工作室2—泵3—等离子喷枪4—送粉器5—工件台
大气等离子喷涂主要工艺参数
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2266次
大气等离子喷涂主要工艺参数等离子喷涂在所有热喷涂工艺方法中复杂程度最高,其可调控的参数多达十几个。等离子喷涂操作最主要的依据是设备厂家提供的工艺技术手册。以SulzerMetco公司为例,其工艺技术手册详细规定了近百种材料的喷涂工艺规范,这些工艺规范不一定是最佳的,但基本是合理的,操作者可以参照该工艺规范进行操作,并在生产过程中逐步优化。(1)等离子气体的选用国内一般用氮气或氩气作为等离子喷涂的主气,用氢气作为辅助气体。氮气(N2)为双原子气体,分解能大,热导率高,焓值高。Ar是单原子气体,没有分解能,热导率和焓值均比N2低得多。氢气(H2)不仅分解能大,其热导率比N2、Ar高几十倍,在N2或Ar中加入少量的H2可显著提高等离子弧电压。所以,喷涂高熔点材料,如ZrO2、Al
大气等离子喷涂涂层和工艺技术特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1574次
大气等离子喷涂涂层和工艺技术特点(1)涂层结构特性等离子喷涂涂层组织细密,氧化物含量和孔隙率较低,如氧化铬涂层孔隙率可控制到3%以下。涂层与基体间的结合以及涂层粒子间的结合形式除以机械结合为主外,还可以产生微区冶金结合和物理结合,涂层结合强度较高,最高可达50MPa。(2)工艺技术特点等离子喷涂相较其他喷涂方法有其特点:1)喷涂材料范围广泛,从低熔点的铝合金到高熔点的氧化锆都可以喷涂。2)涂层结合强度高、孔隙率低、氧化物夹杂少。3)设备控制精度高,可以制备精细涂层。
大气等离子喷涂设备构成
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1977次
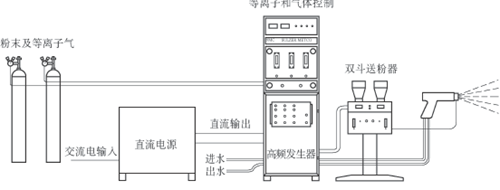
大气等离子喷涂设备构成我国目前使用的等离子喷涂设备分为进口和国产两类,进口的主要源自国外两大公司的产品,一是SulzerMetco公司,如Metco7M和SulzerMetco9M等;二是Praxair公司,代表产品有3620、4500和5500等。国产设备主要是仿制品,大多是仿制Metco7M和SulzerMetco9M。下面主要参照SulzerMetco9M设备,介绍其构成。SulzerMetco9M等离子喷涂设备由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成,如图227所示。辅助设备包括:压缩气体供给系统、工作用气(氩、氢、氮)供给系统等。(1)喷枪等离子喷枪是集水、电、气、粉于一体的等离子电弧发生器,是整套系统的关键,喷枪的设计和加工质量直接
大气等离子喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2008次
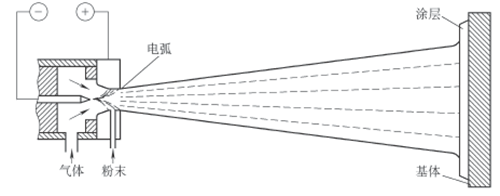
等离子喷涂等离子喷涂是采用非转移型等离子弧为热源,喷涂材料为粉末的热喷涂方法。近十几年来等离子喷涂技术发展很快,目前已开发出大气等离子喷涂、可控气氛等离子喷涂、溶液等离子喷涂等喷涂技术,等离子喷涂已成为热喷涂技术中最重要的一项工艺方法。大气等离子喷涂原理大气等离子喷涂简称等离子喷涂。等离子喷涂通过等离子喷枪来实现,喷枪的喷嘴(阳极)和电极(阴极)分别接电源的正、负极,喷嘴和电极之间通入工作气体,借助高频火花引燃电弧。电弧将气体加热并使之电离,产生等离子弧,气体热膨胀由喷嘴喷出高速等离子射流。送粉气将粉末从喷嘴内(内送粉)或外(外送粉)送入等离子射流中,被加热到熔融或半熔融状态,并被等离子射流加速,以一定速度喷射到经预处理的基体表面形成涂层。常用的等离子气体有氩气、氢气
高速电弧喷涂涂层质量
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1383次
高速电弧喷涂涂层质量影响高速电弧喷涂涂层质量的主要因素有表面预处理质量、喷涂工艺规范、压缩空气压力、雾化气体流速、流量和喷枪结构等。(1)压缩空气压力、流量与质量对高速电弧喷涂而言,压缩空气压力越高,高速射流区间越大,常用压缩空气压力一般不低于05MPa;雾化气流量的增加,雾化效果明显加强,雾化颗粒越细,但确定雾化气流的大小,必须与喷枪喷嘴直径、空气压缩机流量相匹配;压缩空气质量越好(含油分、水分、杂质越少),对涂层质量越有利。随着压缩空气压力、流量的增加,涂层越致密,结合强度越高,表面粗糙度值越低,越光滑。(2)喷涂工艺规范电弧喷涂工艺规范参数对雾化粒子的温度和雾化效果有较大的影响,主要参数有电弧电压、喷涂电流、送丝速度、喷涂距离。1)电弧电压、喷涂电流。当喷涂电
行业排行
热门文章