电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 喷涂技术工艺 喷涂设备 - 第8页
喷涂钢铁表面积计算
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2119次
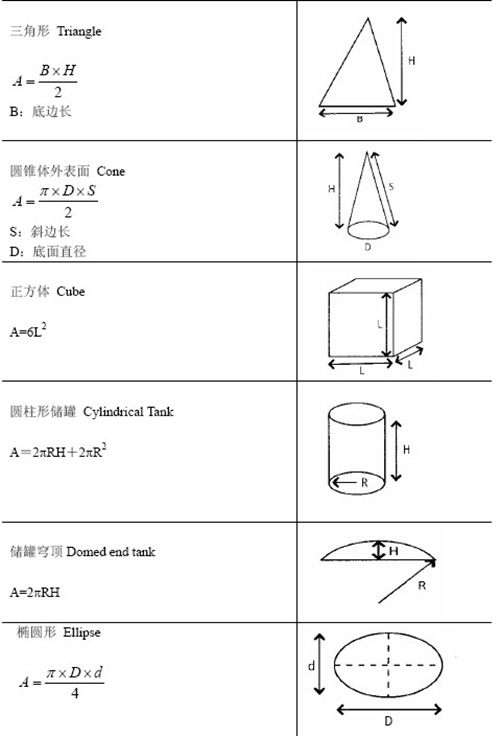
缩写说明:长度(Length)=L宽度(Width)=W高度(Height)=H半径(Radius)=R直径(Diameter)=D面积(Area)=A圆周率π=3.14 钢板的厚度,以及重量,与表面积有着一定的关系,只要知道钢板的厚度,就可以计算出每吨钢板的面积。注:以上面积为钢板两个表面积,如果只要单面面积,减半即可。
无气喷涂:喷嘴口径
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2363次

识别喷嘴口径无气喷涂中,常见的喷嘴口径,如GRACO,标识517或521的意为:数字5乘以10,5×10=50,即为喷涂角度50°,其喷嘴大小为0.017”或0.021”。同时,5×2即得到在标准喷距12”(30cm)时的喷幅宽度,即10”(25cm)。长江牌喷嘴类型喷嘴口径的磨损喷嘴在喷涂一定量(120公升)涂料后,就会有一定程序的磨损。就会磨损,特别是含有重质颜料的涂料,如锌粉、云母氧化铁等。通常在喷涂500-1000公升后,喷嘴就会严重磨损。当枪嘴磨损后,枪嘴会变得大而圆,这就使得喷出涂料的扇形面变小。在扇形面变小25%时,就是需要更换枪嘴的时候了。
无气喷涂:压力损耗
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1412次
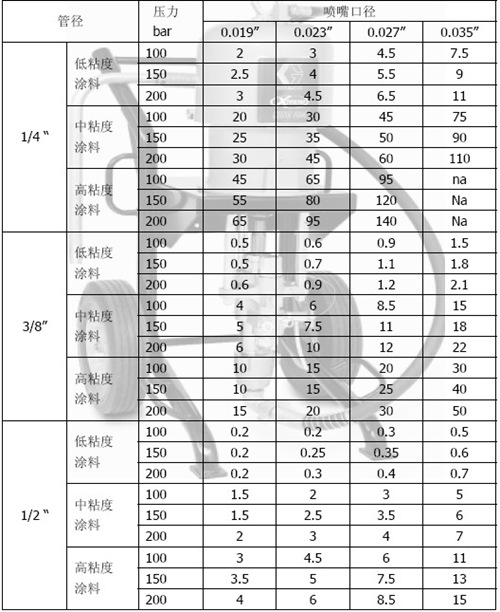
高压无气喷涂中,喷漆软管中压力的损耗取决于涂料的流动速率,流动越快损耗越大,下表为每10m喷漆软管的压力损耗(单位:bar)参考数据。低粘度涂料:车间底漆中粘度涂料:醇酸树脂涂料、水性丙烯酸涂料以及面漆等高粘度涂料:大多数的厚浆型涂料、高固体份涂料和无溶剂涂料另有一种简易计算方法,高粘度涂料的压降如下:在垂直方向上,每0.3m喷漆管其压力下降0.035kg/cm2(0.5psi)。
高压无气喷涂:喷漆泵
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1749次
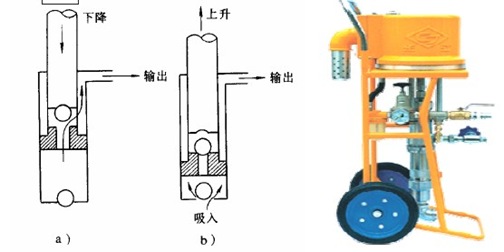
高压无气喷涂不需要借助空气雾化涂料,而是给涂料直接施加高压,使涂料在喷出时雾化的施工方法。高压无气喷涂设备由动力、高压泵、蓄压过滤器、输漆管和喷枪等组成。动力通常有压缩空气、电源和油压三种。压缩空气是最常用的动力源,因为它比较简单安全。采用电源和油压的动力方式,在有些情况下比较方便灵活。气动泵是最为常见的形式。它以压缩空气为动力,压力通常为0.3-0.7Mpa,通过减压阀调节压缩空气压力以控制涂料的压力。涂料的压力可以达到输入压力的的几十倍,这就是我们所说的压力比,比如说45:1,65:1等。决定压力比的主要依据是柱塞的面积与加压活塞面积之比值。复动型高压泵的工作原理如下图。它的柱塞向上或向下运动时都能输出涂料,供给喷枪喷涂。泵的上部气压驱动加压活塞,使其推动泵下部的柱塞,给
电泳漆膜制备方法
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1445次
电泳漆膜制备方法标准:HG/T2-1046-77(85)器材:直流电源:电压波动率在5%以内的恒定电压装置。阳极板:50mm×120mm×0.2-0.3mm的马口铁50mm×120mm×0.45-0.55mm的低碳钢板,板一端中心有3-4mm的小孔以备电泳时悬挂用。阴极板:25mm×120mm×0.2-0.3mm的马口铁板两块;电泳槽:内径100mm,高180mm的玻璃杯;电极棒:直径长4mm,长200mm的铜棒三根,一根用导线连接在直流电源阳极上,另两根连接在直流电源的阴极上;稀释用水:电导率小于10μΩ-1/cm温度计:0-50℃,分度0.5℃秒表:分度0.2s鼓风恒温干燥箱:规格根据产品烘干技术条件选择。操作方法:a.马口铁板用工业盐
热喷涂纯合金线材
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1541次
热喷涂纯合金线材(一)铝-硅(AL-Si)合金线材这是专为线材火焰气喷涂而制造的一种自熔性喷涂铝合金线。涂层对海水、含盐气氛和天然环境都有良好的耐蚀性,而喷涂效率比喷纯铝高,涂层颗粒比较细小,涂层结构比较致密。硬度比纯铝线喷涂层高,但耐蚀性略比后者降低。喷涂场所应加强排风,防止铝合金粉尘聚集,引起燃烧爆炸事故。(二)铝-镁-稀土(Al-Mg-Re)合金这是在AL-Mg合金的基础上,添加少量稀土合金而发展起来的一种新型高强度铝合金线。这种合金线的喷涂涂层,其耐蚀性与喷铝涂层相当,但涂层呈银灰色,色泽均匀,避免了喷铝时可能出现的“泛黄”现象。这种线材较硬,不易扭折,送线顺畅。可用线材火焰喷涂、电弧喷涂制备户外钢结构件耐环境腐蚀长效防护涂层,如
热喷涂纯金属线材
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1534次
热喷涂纯金属线材(一)铝铝是一种带蓝色的银白色金属,具有面心立方晶体结构,有高的塑性、延展性、导电性和导热性。铝具有比铁低得多的电极电位,能够对钢铁基体起阳极保护作用。铝与氧具有极高的亲和力,能迅速形成坚固的致密氧化物膜,其耐蚀性主要取决于这层氧化膜在介质中的化学稳定性。它在各种大气、海水、淡水和硝酸中有很高的化学稳定性即耐蚀性。铜、铁、硅等有害杂质会严重降低铝的耐蚀性。抛光的铝对各种波长都有很高的反射率。喷涂态的铝在海水等腐蚀环境中能保持高的摩擦系数。铝还有很好的导电性能。所以纯铝喷涂线材除大量用于喷涂作为钢铁的保护涂层外,还可作为导电涂层及改善电接触性能的涂层。纯铝线喷涂涂层应用非常广泛:!)各种钢结构件的阳极保护涂层和氧化膜保护涂层等长效防腐
热喷涂线(棒)材
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1383次
各种金属及合金线材是线材火焰喷涂及电弧喷涂工艺广泛采用的热喷涂涂层材料,也可用于等离子喷涂工艺。包括:镍及镍基合金线材;锌、铝、锌—铝合金及低熔点合金线材;铁基合金线材;铜及铜合金线材;难熔金属及合金线材;复合线材;带材;塑料包套柔性喷涂线材;陶瓷棒材、复合芯线材。热喷涂线材的基本要求是化学成分和喷涂工艺性能。后者包括线材的实际尺寸及公差要求;线材的表面状态;线材的延展性及强度。线材的直径和圆度直接影响其输送和可喷涂性。线材直径应与喷嘴孔径相符,误差为(0.00mm-0.1mm),不允许过大,否则不能送线。椭圆的线材或负公差过大配合太松的线材,会发生燃气倒流而进入驱动轮,造成着火、回火甚至爆炸。线材表面状态的好坏,关系到可喷涂性和涂层的夹杂、污染程度
激光熔覆的熔覆层性能影响的主要因素
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2192次
激光熔覆的熔覆层性能影响的主要因素影响激光熔覆层性能的主要因素有:金属对激光吸收率;熔覆材料的特征、表面状态;稀释率;激光熔覆工艺参数等。(1)激光熔覆工艺参数激光熔覆工艺参数包括激光功率密度、光斑、扫描速度、送粉量等。1)激光功率密度。功率密度是指单位光斑面积内的功率大小。不同功率密度的激光作用于材料时会引起材料物态的不同变化,从而影响材料对激光的吸收率。功率密度较低时,金属吸收激光能量只引起材料表层温度的升高,但维持固相不变。随着温度的升高,吸收率将缓慢增加。当激光功率密度在104~106W/cm2范围内时,材料表层将发生熔化,这就是激光熔覆所需的功率密度。如果金属在熔化前其表面为理想的镜面,则伴随金属的熔化吸收率将会有明显的提高。但是,对于实际金属零件表面,或
激光熔覆的主要特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2117次
激光熔覆的主要特点1)激光束功率密度高(104~106)W/cm2,冷却速度快(104~106)℃/s。2)基材热影响区小。3)与等离子喷焊层比较,稀释率低,熔覆层晶粒度细,表面硬度高,耐磨性能好。4)可控性好,可实现三维自动加工,加工质量高。5)熔覆层与基体材料完全冶金结合。
行业排行
热门文章