电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 喷涂技术工艺 喷涂设备 - 第5页
胺发白/起霜和漆膜的白化 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1992次
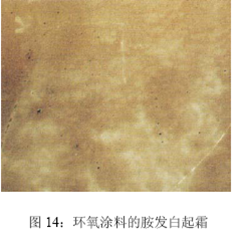
环氧涂料,特别是胺固化的环氧涂料,由于在较冷或湿润大气环境下进行固化时,胺会与空气中的二氧化碳(CO2)和湿气(H2O)发生反应。通常我们把这种情况叫做胺起霜或胺发白(amineblooming)。其结果就是漆膜发粘,经常呈白色污迹。胺起霜是可以水溶的,能被干净的温水抹去。为了防止涂层间的附着力产生问题,在重涂前必须除去胺的起霜发白。固化剂和基料混合后,给予一定的引导时间(InductionTime)30分钟左右,可以有效减少胺起霜发白的机率。涂料在完全固化前,由于水汽沉降在没有固化的涂料表面。即使涂料固化干燥后,这种白点也会留在漆面上。有可能会产生发花(blushing)或白化(whitening)现象。冷凝与湿气会在涂层表面形成白点,对于深颜色的涂料来说特别明显。
缩孔和鱼眼 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2905次
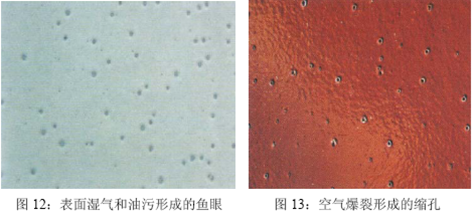
缩孔和鱼眼缩孔有时被称为鱼眼。施工和涂料本身都有可能产生缩孔。表面张力较高的涂料要比低表面张力的更易出现缩孔现象。被涂表面可能不会完全被涂料所润湿,油脂、灰尘、湿气、硅油或其它杂质等经常会导致这种缺陷(图12)。当底材温度过高,漆膜中的溶剂或空气爆裂时,湿膜来不及形成连续的漆膜也会造成缩孔(图13)。当漆膜有产生缩孔的趋向时,很细小的杂质都会加重缩孔。钢板表面的油污水份等可能是喷砂时的不洁空气带来的,因此在喷砂设备上一定要加装油水分离器。缩孔通常出现在涂料干燥之前,所以在湿膜上除去它并重新进行涂漆是最通常的做法。如果是固化型涂料,要等它固化后,打毛磨平缩孔区域,进行修补。
过喷和干喷 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1499次
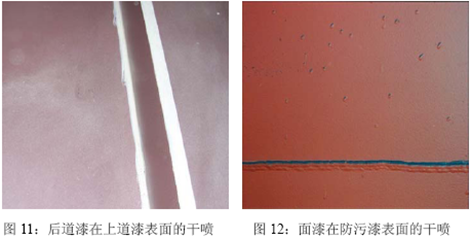
过喷(OverSpray):是指涂料只有些漆雾粒子到达被涂物表面,形成象砂纸一样的漆面。干喷(DrySpray):干喷指到达被涂物表面前液体涂料已经半干,但还有一定的湿度刚刚能够附着于表面成膜,却不能形成连续且有效的漆膜,见图11。过喷和干喷主要是施工技巧不好:(1)喷漆时距离太远(2)走枪为弧形或倾斜(3)温度太高(4)喷漆泵压力太高(5)大风或过份的通风船舶干舷喷涂面漆时,由于高空作业风大,很容易对水线和直底部位造成干喷现象(图12)。干喷粒子由于在喷到被涂物途中时部分溶剂就会损失了,那么就形成了半干漆尘,附着力极差,甚至没有任何附着力。从这一点来看,漆膜是不完全的。表面已经存在的过喷,要除掉。干
漏涂 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1465次
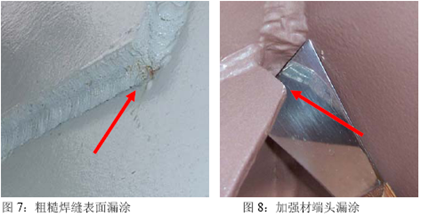
漏涂就是被涂表面上没有涂到漆的地方,或者因搭幅不够而厚度不足。这些部位必须作标记,而后重涂到规定膜厚。根据经验,有些地方,如扁钢衍材后面,粗糙的焊缝,切口和自由边,或者其它不利于喷涂的地方,特别容易导致漆膜质量不好,这些部位要求进行条涂。(图7、8和9)这些部位产生的涂层缺陷通常是针状点锈。这是因为施工中不注意而产生的最常见问题。如果上下倾斜低的喷枪,上面和下面的漆膜就会过厚。如果低运枪时走弧形,中间部位的漆膜就会过厚,而开枪与收枪部位则漆膜较薄。每走一枪,要求进行50%的搭幅,以避免漏涂。
针孔 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1517次
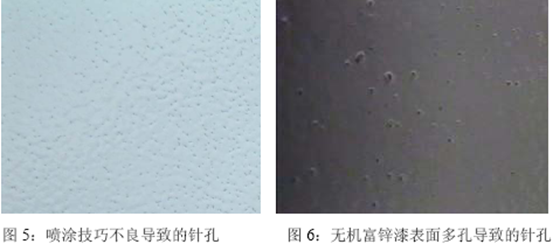
喷涂技巧不好的话,如空气压力过大,漆膜过厚,过量的通风或大风,以及喷涂时距离太远,都会导致出现坑点、针孔和孔隙(图5)。在金属喷锌/喷铝涂层,以及无机富锌底漆上面极易产生针孔(图6)。这些涂层表面多孔,当涂后道漆时,表面空隙中的空气就会逃逸出来而留下针孔。修正措施就是喷涂一层封闭连接漆,通常为30微米左右,不要求有很好的覆盖力,只求雾喷覆盖即可,然后再进行全面的正常的统喷,这就是所谓的雾喷/统喷技巧。对于针孔的修补先要进行打磨,然后用含铝粉或云铁的涂料封闭这些缺陷,并达到正确的膜厚。但是如果针孔很严重,通常很难消除,中间的空气会在新涂层中逃逸而出现新的针孔,这时除去涂层重新涂装是唯一的方法。
漆膜过厚 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1657次
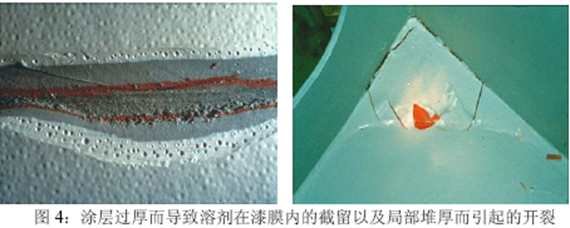
漆膜过厚漆膜过厚最明显就是浪费涂料。进一步讲,涂层的质量也会受到负面影响。涂膜过厚,挥发性涂料的干燥就会不好,溶剂会残留在漆膜中,表层虽然已经干了,但是下层较软,容易引起涂层起泡与底材的结合力不好。厚浆型氯化橡胶和乙烯涂料不宜超过80微米的漆膜厚度,因为它们本身的固体份并不高,最容易产生溶剂的残留。传统的醇酸树脂涂料,通常漆膜厚度规定为40-50微米,因为太厚的漆膜会使漆膜表面固化后,氧气无法深入涂层底部,而导致下面固化不足,这就是为什么有时醇酸漆表面硬干后底部还发粘的原因。环氧等固化型涂料来说,会产生内部收缩,引起涂料开裂、剥落,这种现象特别容易在内角处发生。针孔也会因漆膜过厚而产生(图4)。
流挂 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1423次
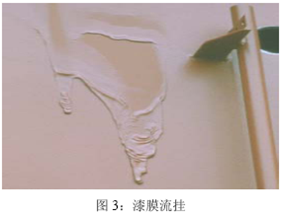
流挂(图3)是涂漆表面的流淌,如同幕帘一样(curtain)。如果湿膜厚度太高,在垂直面或角落就会流淌下来。流挂的发生通常是因为:漆膜超过规定的干膜厚度涂料中加入了过量稀释剂喷枪过份靠近被涂物表面喷涂手法不对在刷涂时,就是没有很好地把厚的地方刷开涂料,流挂处固化会很慢。喷涂时,不良的枪法就会导致流挂,或者在某一局部喷得过厚。这有可能是枪嘴离得太近,并且移动不快,不能保证均匀漆膜。如果在施工时发现流挂,可以快速地把它抹平。干燥固化后可以采用打磨砂平,再重涂。
漆膜夹砂 喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1403次
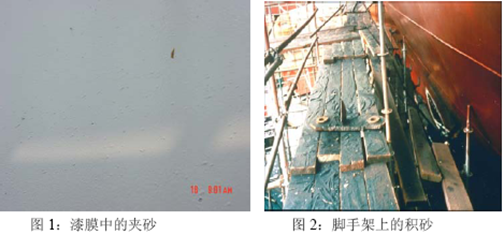
任何灰尘或其它由于喷砂与机械处理方法所产生的污染在涂漆前必须去除。如果不清除的话,夹渣和灰尘会与刚喷的涂层合为一体(图1)。要特别注意脚手架上的的磨料和灰尘,它们会沉降到刚施涂的漆面上。可以用手工或机械方法除去这些污物。最好在喷漆前,用压缩空气彻底吹干净,要特别注意那些脚手架的搭接处(图2),最容易积灰也最不容易清除。
喷涂漆膜缺陷分析与修正图解
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2121次
在涂装过程中,漆膜难免会出现问题,特别是采用喷涂的方法,对于施工技巧要求高,没有经验的喷漆工很难避免不产生漆膜缺陷。有些缺陷是在涂层固化和干燥过程中发生的,有些则是在投入使用后才出现的。不良的施工涂漆程序会产生各种各样的问题。如果施工设备不适当或者平保养不好,或者施工人员技能不佳,则很容易产生涂层缺陷。有经验的施工人员可以避免一些问题,但是有些问题是无法避免的。除了天气条件对最终结果有重大影响时,我们要了解一些可能产生漆膜缺陷的其它条件,这样就可以有效地避免问题的产生。漆膜缺陷有多种多样,原因也十分复杂,这里仅介绍了部分常见问题。想进一步学习深究,可以参考以下资料:JotunPaints:Coatings
喷涂可溶性盐份检测
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1508次
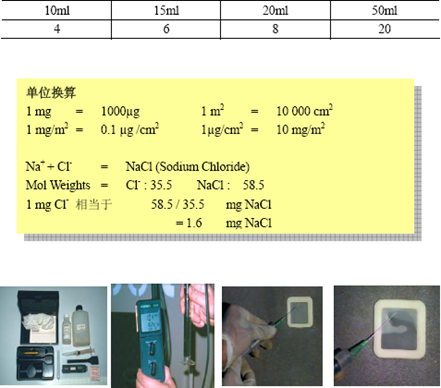
标准和仪器(1)标准ISO8502-6钢材表面可溶性份的评估:Bresle方法(2)Bresle胶块(规格A-0155,A-0310,A-0625,A-1250,A2500)(3)可重复使用注射器(最大容量8ml;最大针筒直径:1mm;最长50mm)(4)玻璃或塑料的量筒(容量50ml)(5)小的玻璃/塑料杯(5ml)(6)蒸馏水或去离子水(用地盐份的溶解取样),导电率小于2μS/cm(7)导电率仪,Jenway4071型或LF318/SET型程序:1.取15ml蒸馏水/去离子水在量筒内,测试导电率,得出L12.撕开Bresle胶块保护膜,取出胶垫,帖在测试表面,
行业排行
热门文章