电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 前处理工艺 前处理设备 - 第14页
客车涂装化学转化膜处理磷化膜的成生
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1261次
目前客车行业普遍采用磷化膜处理。所谓磷化处理是指金属表面与含磷酸二氢盐的酸性溶液接触,发生化学及应而在金属表面生成稳定的不溶性的瞵化膜层的一种表面化学处理方法,它是大幅度提萵金属表面涂层耐腐蚀性的简单可靠、操作方便的工艺方法,磷化之所以有这种功能一方面得益于前道的脱脂完全(磷化膜本身是否完整是对前道脱脂、水洗效果的最直观最可靠的一个自检〉,另一方面磷化膜的多孔结构增加了基材表面积,使磷化膜与涂料的连接面积增大,从而大大增加了有机涂膜对基材的附着力。磷化的基本原理可用过饱和理论来解释,即构成磷化膜的离子积达到该种不溶性磷酸盐的溶度积时,就在金属表面沉积形成磷化膜。一般磷化液都具有成膜细密、均匀、不易挂灰、千燥速度相对较快等优点。较低的气温对涂装生产特别是磷
客车涂装除锈除氧化皮方法
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1258次
钢铁在热加工时会产生氧化皮,在运输及保存过程中接触水或其他腐蚀介质会生锈,这些东西的存在会因原电池反应而加速钢铁在涂层下的腐蚀,而且腐蚀物体积增大引起涂膜起泡、开裂和脱落等现象;铝板表面有一层薄而致密的氧化膜,铝板和镀锌板表面光滑,漆膜附着不牢,所有这些原因我们都可以通过打磨的方法予以消除。不论采用手工打磨还是机器打磨都要注意选择适当的砂纸标号以防喷涂面漆后显现砂纸痕,同时为了确保脱脂效果我们把打磨工序安排在脱脂烘千后进行,这样可有效地避免砂纸把油污等异物代入砂纸印痕里面。
客车涂装前处理脱脂简介
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1225次
钢材及其零件在加工、运输过程中可能会遇到防锈油脂、拉延油、切削乳化液、冷却油以及操作者手上的汗液、油等,还会有大量的灰尘粘附在上面,这些物质的存在一方面加大了磷化膜生成的难度,同时也会出现涂层附着力变差的可能性,另一方面又增加了脱脂的难度。脱脂时要根据基材耐贼性的不同,针对不同的基材材质选择了不同的脱脂方法:(一)冷轧板冷轧板的耐碱性较强,并且其表面上的各种油污多,根据不同时脱脂剂性能,一般需要注意以下几个问题1.配比:一般脱脂剂有水剂有固态粉末两种,水剂在调配前应把桶内的溶液晃动搅拌均匀〖特别是气温较低或进货时间皎长时)否则底部有沉淀会影响脱脂效果,加水时按不同脱脂剂的性能不同,比例也有不同。加入规定比例的水和脱脂剂(根据工件油污状况〉并搅拌均匀;
涂装前磷化处理剂的种类
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1244次
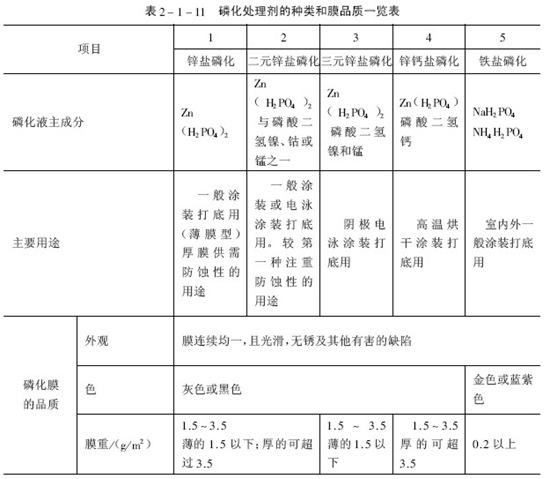
金属涂装打底用磷化处理剂一般按其主要成分可分为五种,锌盐磷化,二元锌盐磷化,三元锌盐磷化,锌钙盐磷化,铁盐磷化,汽车涂装前磷化处理一般都采用锌盐磷化处理剂.按磷化液中的锌含量,磷化处理剂又可分为高锌(4g/L以上)、普锌(2.0-4g/L)和低锌(0.9-2.0g/L)在实际生产中应根据被处理物的材质、涂装工艺对磷化膜性能的要求、生产现场条件和成本等选用磷化处理剂。例如:阴极电泳涂装打底的磷化处理需选用能形成磷酸二锌铁含量高的、耐碱性好的磷化膜的磷化液及工艺。细微结晶的钙锌磷化盐膜最适用作为粉末涂料前处理,能得到耐盐雾1000h、耐湿热1500h和冲击试验等性能优良的涂层。一般在zn2(H2PO4)2溶液中适当添加Ca(H2PO4)2后能得到使磷化膜结晶细微化的效果,用
汽车涂装前磷化处理技术及其发展趋势
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1282次
汽车涂装前磷化处理技术及其发展趋势金属涂装前进行磷化处理能提高涂膜的附着力和耐腐蚀性(尤其能抑制漆膜下的扩蚀)等功能,已为众所周知,可是对磷化处理的认识及掌握处理技术,在我国汽车涂装中走过很长的岁月,且几经曲折。20世纪50年代前苏联援建一汽时解放牌汽车的覆盖件在喷涂铁红醇酸树脂底漆前就采用了一台七室喷射式磷化联合机(脱脂采用三种碱配制的清洗液,无表调,磷化液是用固体磷酸二氢锌、硝酸钠在现场配制、钝化)。经多年调试,直到60年代初稳定投产。为减少在现场配制磷化液的劳动量及产生的沉渣损失,开发了以亚硝酸钠催化的磷化液,一直沿用到80年代中。由于磷化处理工艺管理不善和设备落后,在生产中常出现问题(磷化膜不均、涂层早期起泡等)。70年代在援建设计二汽的车身涂装工艺时某主管领导听不进专业人员的
磷化除渣方法介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1862次
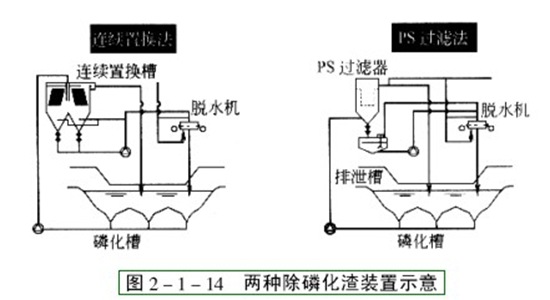
除磷化渣方法有多种,现今大型磷化设备常用斜板沉淀槽加压滤机(或脱水机)方案(称为连续置换法〉。日本帕卡设计工程公司推荐体积小的反向袋式过滤器〔PS过滤器〉替代斜板沉淀槽,自动脱水过滤机(FK)替代压滤机。连续置换型方式的磷化处理沉淀残渣浓度300ppm左右,PS8过滤器方式可使磷化处理液中的残渣浓度降到150mg/kg左右。PS过滤器是袋式过滤器的反向运行,磷化渣沉淀在过滤袋的外面,滤液从袋中滤出,返回磷化槽中。滤袋外沉积一定磷化沉渣后,通压缩空气清洗,含高浓度沉渣液从过滤器下部排出。PS过滤器具有以下特点:①滤布的洗净(靠压力逆洗)时间短;②滤布的寿命长(一般为1-3年,硝酸逆洗净1次/2个月〉;③最终排渣液呈块状含水率65%。自动脱水过滤机(F
前处理设备工艺知识介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1408次
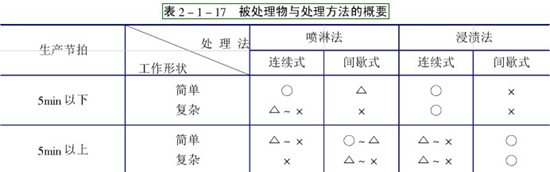
汽车涂装前处理设备根据处理目的、处理量(年生产纲领或生产节拍)、处理方法、被处理物的形状及材质和处理工艺等因素及现场条件设计选用。按生产方式,前处理设备可分为连续式和间歇式两大类。在大量流水生产场合采用连续式前处理设备,在批量生产场合采用间歇式。以汽车车身为例,生产节拍在5min/台以下(或输送链度2m/min以上)选用连续式;生产节拍在台以上选用间歇式;外形结构简单的被处理物采用喷淋处理法(即在喷淋时无死角,几乎100%表面都能处理完全);外形结构复杂的被处理物选用浸渍处理法。全浸连续式前处理磷化设备的模式是被处理物借助悬挂式输送链贯穿通过各室进行处理。在处理轿车车身场合,现今一般选用推杆式悬链(带“C”型挂具〉、摆杆式输送链和旋转全浸式输送机(RoDip-3〉,后者
磷化处理工艺介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 2161次
磷化处理工艺处理方式:汽车涂装前磷化处理有喷淋式、浸渍式和喷浸结合式,采用何种方式取决于被处理物外形结构复杂程度、生产节奏和现场条件。被处理物外形结构简单,在喷淋时所有表面都能处理到,则采用喷淋式,复杂的则采用浸渍式或喷浸结合式。如以外形结构复杂的汽车车身为例,在1976年前采用喷淋式,其内表面及内腔有处理死角,随后逐步改用为灌喷式(floodspraysystem)、半浸式(halfdipsystem)和全浸式(fulldipsystem)。现今汽车车身的磷化处理方式几乎100%都采用全浸式,因其处理完全,且所得磷化膜中的Zn2Fe(PO4)2·4H2O含量高,与阴极电泳涂装的配套性优良。按磷化处理温度分为高温磷化〔80℃以上)、中温磷化〔50~70
磷化膜与阴极电泳涂膜的配套性研究
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1332次
漆前进行磷化处理的目的是为提高涂膜的附着力和耐腐蚀性能,采用一般涂装法(喷涂、浸涂、刷涂等)涂布的底涂层,因磷化膜与涂膜是机械结合,干燥清洁(即不存在水溶性盐或酸碱等)、均匀致密的薄膜型磷化膜与涂膜结合,一般都能达到上述目的。可是在电泳涂装过程中伴随着电化学反应,往往产生磷化膜的溶解以及与电泳涂膜配套不良,并影响涂膜的附着力和耐腐蚀性。我厂第一条阴极电泳涂装线于1986年投产时,采用低温高锌磷化液进行磷化,未进行钝化处理,有时发现阴极电泳涂层与底材的附着力极差;在实验室检测中,也发现泳涂在经磷化处理钢板上的涂膜附着力反而比未磷化处理白钢板上的涂膜附着力差;车身碰伤处(尤其在严寒的冬季),涂层呈片状脱落,露出底金属;有些车身在实际使用中产生严重的疤形腐蚀。这是原设计未想到的反常现象,磷化
前处理技术的今后展望和降低成本
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1224次
激烈的市场竞争要求生产的汽车物美价廉,进一步降低前处理成本(日本每台轿车车身所用前处理剂的费用为350-400日元)和适应环保要求减少公害是前处理技术发展的两大主题。现已见到如下动向。!取消前处理后的水分烘干工序前处理水分烘干室取消可节省热能和缩短工艺。磷化膜经水分烘干除干燥外,对磷化膜性能提高有益,现今在有机溶剂型涂料和粉末涂料涂装前还烘干。经前处理材料和电泳涂料制造厂家的共同努力,实现了前处理后不烘干,直接进入电泳涂装,结果大致良好(膜重2.5g/平方米的磷化膜,阴极电泳涂膜厚20um,进行1000h耐盐雾对比试验,有无烘干工序的试板的单侧扩蚀均在2.5mm以下,合格,评价基准为2.0mm以下)。2开发采用长效的表面调整剂现今用表面调整剂,工作液稳定性一般为一周,配液后
行业排行
热门文章