电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电泳设备 电泳设备工艺 - 第7页
电泳槽子的设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1193次
槽子的设计电泳工艺中所需要溶液槽的数量、溶液槽的类型、和处理工序的程序等要取决于对处理工件的质量要求、化学品和设备供应商的意见等。对于最终产品的质量要求必须先写成说明书(抗紫外线能力、盐雾试验时间等)。然后用这些说明书的要求来选择将使用的预处理方法。槽子的基本部件包括:槽室、泵、喷嘴和工件的通道。使用加热器、阀门和表具作为控制用。在喷淋槽中,槽液通过泵、喷嘴到达工件再回到槽中进行循环;浸渍槽则将工件浸在槽液中。涂装系统的运行人员都要对所操作的预处理系统、所使用的材料、各种槽子的设计和控制方法都有了解,这些是十分重要的。
电泳工艺中的炉干燥
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1254次
炉干燥在电泳工艺中,所处理的工件可以是湿的也可以是干的。对于使用干或湿的处理方法的选择需要作系统的考虑。如果使用干燥炉作干燥,干燥时间约为5分钟,干燥温度为275-350°F。在正确的干燥炉设计中必须利用空气来使工件干燥。热空气的管道要直接对着工件,空气要有一定的速度,这样可以使表面的水份破碎后易于干燥。
电泳预处理喷淋槽简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1405次

电泳预处理电泳涂装工艺首先从预处理开始。预处理这个术语是指为了使工件作油漆而作的化学表面处理。在预处理工艺中把会影响表面性质的脏污沾污除去,预处理可以增强油漆的黏附力、提高涂膜的性质、并且防止电泳槽的污染。典型的预处理工艺包括脱脂、水洗、表调(如果作锌磷化)、磷化、水洗和钝化等。电泳涂装工艺的预处理一般使用喷淋槽。吊挂在传动链上的工件依次通过各个工艺处理区作处理(图1-1)。图1-1,典型的喷淋槽每个喷淋区中有溶液槽、泵、喷架、喷嘴等组成,每个组成部件都有不同的作用。电泳涂装工艺中的典型的预处理工序为:工序处理时间
阴极电泳涂料CED设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1579次
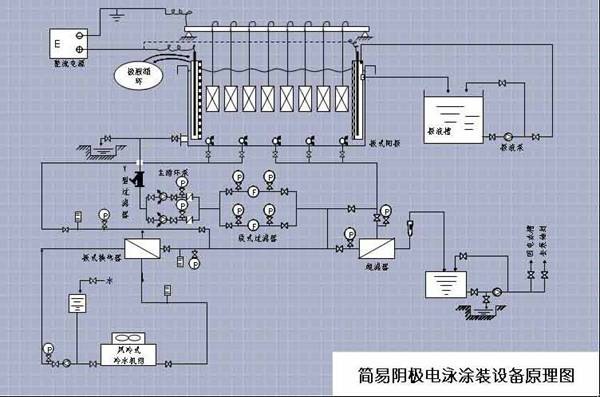
CED设备电泳过程可简单表示如下图:1.前处理设备在CED主槽之前为前处理区好的前处理质量是获得具有优良耐蚀性和附着力漆膜的基础。通常,前处理包括脱脂、清洗、磷化三部分:脱脂:主要目的是为了除去工件表面的矿物油、润滑油及冲压拉延油以及附着在金属表面的金属屑、灰尘、焊渣、它们是磷化和电泳潜在的尘埃源,可能引起涂膜外观的颗粒;注意脱脂后的清洗效果。如脱脂不充分,一方面易产生黄锈,导致磷化不均匀;另一方面使磷化结晶变粗,涂膜外观变差,耐蚀性能下降。除锈:一般在无锈的情况下,可省去除锈工艺,有锈则用除锈剂去除。除锈后清洗干净,特别是夹缝、点焊缝等处易残留除锈剂(一般为无机酸)。表调:表调剂由金属钛盐组成,它能沉积在工作上形成磷化膜的结晶中心。表面调整和表调效果的好坏
涂装线燃油(燃气)加热器的设计及应用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1397次
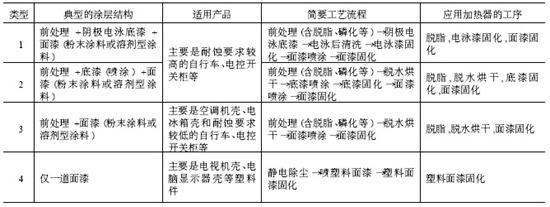
在涂装线的设计中,如何合理地利用热能是一个非常重要的问题。在我国很多地区,由于工业用电比较短缺和昂贵,因此,涂装线中的加热器广泛地采用柴油、天然气等作为热源,通过合理的设计,既极大地降低了运行成本,又满足了工艺要求。本文从一个侧面,以电视机壳、空调机壳、自行车前叉和车架等小型零部件的涂装线加热器为分析对象,简要介绍了燃油、燃气加热器在涂装线中的应用,详细阐述了燃油、燃气加热器的结构和参数的计算。1燃油、燃气加热器的应用按照工件的涂层结构进行划分,小件涂装线主要有4类,燃油、燃气加热器在其中的应用见表1。表1燃油、燃气加热器在各类小件涂装线中的应用2燃油、燃气加热器的设计2.1脱脂用加热器的设计
电泳涂装设备工艺系统(设备工艺图 例)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1368次
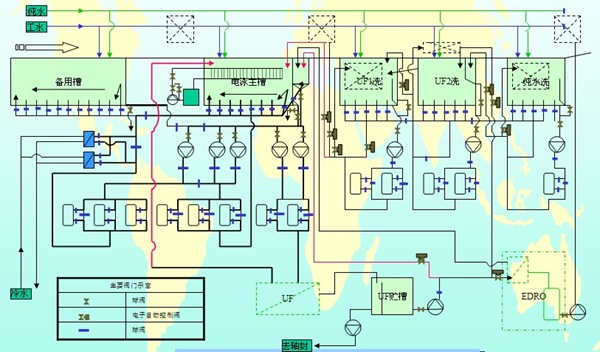
电泳涂装设备工艺系统(设备工艺图例) 电泳涂装设备工艺系统(槽体循环系统)电泳主槽内衬玻璃钢,耐2万伏电压其它各槽可采用不锈钢或内衬玻璃钢必须保证的最低循环量:4倍槽液量/hr必须保证的最低表面流速:必须保证的主副槽液位落差:必须保证槽底无喷射死角必须保证足够的过滤面积必须保证良好的温控换热系统考滤倒槽积漆的回收循环量不够可能造成槽底沉积和工件表面沉积。表面流速低可能造成工件表面沉积。槽体内衬玻璃钢脱落可能造成涂料反复沉积溶解、槽壁腐蚀、漏电威胁人身安全。良好的过滤是保证涂膜无颗粒的重要措施。循环和电泳换热,控制槽液温度必不可少。电泳涂装设备工艺系统(阳极系统)
泳漆超滤装置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1177次
泳漆超滤装置,系加压使电泳液通过由特殊材料制成的膜管,将漆中的树脂与水、溶剂以及溶解的金属杂质分离的过滤装置。超滤过程是连续相(水+溶液+包括染盐的溶解杂质)与分散相(树脂和色素)分离的过程,也可说是水相与机相的分离过程。水相因透过超滤膜故称“渗透液”渗透液含有一些溶剂、所有的水溶性离子杂质和一些低分子量的树脂。超滤膜管内有很多支薄膜材料制成的小管。当电泳漆通过的这些小管时,部分水相透过这些小管,流出超滤机外,树脂和大部分流出滤管返回电泳漆槽。用于电泳漆超滤机有四个功能:• 迅速降低电导率• 除去电泳漆工作液的杂质• 加速新溶液熟化和控制工作液中的溶剂含量• 电泳漆的回收利用除杂是
电泳后清洗喷淋有泡的几点改进建议
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1244次
电泳后清洗喷淋有泡的几点改进建议,这里是从网上及实际制造中总结出的几点建议供大家参考: 1、如果你是指电泳槽上的0次喷漆的话,建议你选用锥形实心喷嘴,喷嘴口径总和等于泵出口口径,压力控制在0.06MPa左右; 2、如果是电泳后的喷淋槽,进议你检查一下循环泵是否有泄气; 3、喷淋柜同UF液贮槽落差不能太大,建议安装导流管; 4、泵的出口压力控制在0.09~0.12MPa; 5、检查槽内溶剂含量是否失调; 6、关注一下回收液固体份是否太高; 7、喷淋压力与
电泳后清洗喷淋有泡的几点改进建议
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1204次
电泳后清洗喷淋有泡的几点改进建议,这里是从网上及实际制造中总结出的几点建议供大家参考: 1、如果你是指电泳槽上的0次喷漆的话,建议你选用锥形实心喷嘴,喷嘴口径总和等于泵出口口径,压力控制在0.06MPa左右; 2、如果是电泳后的喷淋槽,进议你检查一下循环泵是否有泄气; 3、喷淋柜同UF液贮槽落差不能太大,建议安装导流管; 4、泵的出口压力控制在0.09~0.12MPa; 5、检查槽内溶剂含量是否失调; 6、关注一下回收液固体份是否太高; 7、喷淋压力与
行业排行
热门文章