电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 前处理 - 第3页
电泳涂装水洗工序简介
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1383次
钝化水洗/封闭钝化水洗将所有的水溶性盐的残渣中和,防止受潮起泡。pH4.0-5.5的钝化水可以消除水中的碳酸盐,防止金属氧化物的可能沉淀。去离子水末道水洗钝化后常常要用去离子水水洗来去除可能会使漆层受到损害的钝化液或磷酸盐残渣。金属表面的磷酸盐残渣会使电泳漆膜不均匀,而且会污染电泳槽液。去离子水水洗步骤中使用再循环水,然后再在出口处用新鲜的去离子水洗一下。再循环的去离子水的电导不要超过50mW,新鲜的去离子水的电导不要超过10mW。水洗对于成功的预处理,在各工艺步骤之间进行适当的水洗是非常重要的。在脱脂以后的喷淋水洗要有一定的喷压,使所有的残余的碱性脱脂剂能全部除掉。在磷化后的水洗则应使用“溢流”型,以避免对刚生成的磷化膜产生干扰。这二种水洗方法所使用水量都要足够
电泳涂装前的脱脂工序
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1568次
脱脂工序预处理工艺的第一工序是脱脂工序,使用它去除脏污、油脂和其它脏物,这些东西会影响高质量的磷化膜在表面的生成、会影响油漆的黏附性、或者会造成油漆表面的缺陷。要根据需要和需去除的沾污的性质以及基材的性质来选择所使用的脱脂剂。最常用的脱脂剂是碱性脱脂剂。可根据工件的条件选择使用一定pH的脱脂剂。脱脂工艺中有时也使用中性或酸性的脱脂剂。有些工件的脱脂可能需要结合使用喷淋和浸渍二种方法。喷淋脱脂工艺中结合利用了脱脂剂的化学性质和脱脂溶液在压力下的机械冲洗作用,而浸渍脱脂方法可以使脱脂溶液到达喷淋法所难以到达的工件上的部位。按照脱脂剂的pH,它们可以大致作如下分类:碱性脱脂剂中性脱脂剂
常用钢材酸洗条件
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1463次
常用钢材酸洗条件见下表:酸洗方法酸浓度,%酸洗温度,℃酸洗时间,min一般酸洗H2SO4 5-10%HCl 5-20%60-8020-505-205-20
影响酸洗除锈的各种因素都有哪些
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1437次
影响酸洗除锈的各种因素都有哪些?答:工业上常用硫酸、盐酸酸洗除锈,除锈的效果与钢材种类、锈蚀程度以及酸的种类、浓度、温度和时间有关。常用温度浓度对盐酸、硫酸酸洗的影响如下,见下表:温度、浓度对盐酸、硫酸酸洗的影响钢铁及氧化物在盐酸和硫酸中的溶解度不同。20℃时,每100g试件在10%的盐酸溶液中可溶解7.5g三氧化二铁,而在10%的硫酸溶液中只能溶解0.98g三氧化二铁。在相同温度、浓度下,盐酸对铁件的溶解度大于硫酸7倍以上。所以在钢铁表面除锈多用盐酸。盐酸除锈速度快、效率高、不产生氢脆、表面状态好,在配制洗液时又比硫酸安全、经济。
什么是表调
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 3175次
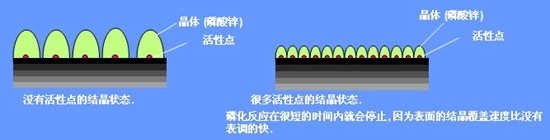
表调过程促进清洁表面的磷化能力,改善表面条件,使得到细小和高质量的磷化晶体成为可能.表调剂的组成钛盐磷酸钠表调的作用活性点(阴极区)越多越易形成细小、均匀高质量的磷化晶体. 通过在金属表面形成弱碱的环境,防止金属在磷化前发生腐蚀.
什么是脱脂
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1613次
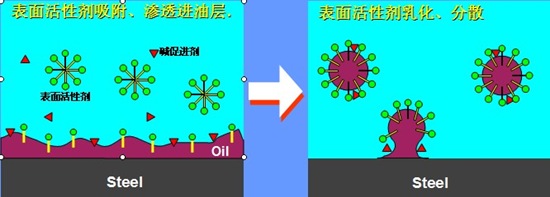
脱脂是去除油脂。如防锈油或冲压油.脱脂类型碱性脱脂剂(AlkalineBuilder+表面活性剂)乳液脱脂剂(溶剂+表面活性剂)溶剂脱脂剂(Trichloroethane,四氯乙烯,等等.)脱脂剂的作用另一个作用:碱的作用皂化,渗透,分散,乳化,清水,不能用硬水物理作用喷淋压力,循环压力槽液温度FluxionalityofOil
漆前处理和阴极电泳用材选择
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1271次
文摘介绍新涂装线前处理剂、阴极电泳漆的选择方法和性能评价结果。经各种性能试验:五种漆前处理剂,除E产品不满足要求,D产品性能价格比不占优势,其它产品性能基本相当;四种阴极电泳漆漆膜耐蚀性、机械性能都较优异,G、I漆综合性能略占优势。1.引言为提高航天汽车的涂装质量,公司新建一条连续通过式涂装生产线,用于航天新车型涂装。为配合新线开通,根据国内汽车涂装材料的发展现况及汽车厂使用情况,选择多家产品进行性能评价试验,提供新线选材的技术依据。主要介绍漆前处理剂和阴极电泳漆的选择方法和性能评价结果。2.漆前处理剂、阴极电泳漆的选择方法2.1确定选材原则选材时考虑多种方案,其原则是以能与新涂装线工艺、设备兼容为前提,根据航天车涂装质量技术要求及国内轻型车涂装发展水平,综合考虑质量(产品
涂装脱脂前处理方法及材料
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 2221次
1清洗的方式有1.1机械搅拌。在液体中加以机械搅拌,使固体表面之液膜减薄。搅拌越强,液膜越薄,但其作用有一定限度。1.2擦洗。1.3加温清洗,增加热运动。1.4喷洗。用高压喷洗。1.5蒸气清洗。用溶剂蒸气清洗,溶剂在金属表面上冷凝成液体,液体流淌时带下污物。1.6超声波辅助清洗。利用超声波振荡作用,使固体表面被冲击震动,促使污物离开金属表面。1.7电解清洗。利用金属表面电化学反应生成气体。气体自表面诣出时,使污物析出,自表面剥离。2清洗用材料清洗用材料有几类:石油系溶剂,卤代烃溶剂,碱性化学水溶液,乳化液等。简单地说就是溶剂清洗和碱液清洗两种。2.1常见的有机溶剂为:石油系溶剂有溶剂汽油
板材涂装前处理简介
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1329次
涂装前处理板材在加工、运输、储存过程中,容易产生或黏附异物,如冲压过程中的拉深油、人为的油渍、汗渍等。这些物质会影响涂层的结合力与保护性。金属表面涂装前,必须将这些物质除去,并进行适当的表面化学转换,以增加涂膜的附着力,延长涂膜的使用寿命,减少引起金属腐蚀的因素,充分发挥涂层的保护作用与装饰效果。因此涂装前的表面处理是涂装施工中不可缺少的工序,是保证涂层质量的重要环节。它对整个涂装质量起着决定性的作用,是充分发挥涂料功能的前提条件。实践证明,由前处理引起的涂层弊病,大约占整个涂层弊病的50%以上。1.前处理的内容:A.热水冲洗:主要是冲洗掉车身在输送过程中的粉尘、焊接过程中的焊渣等。B.预脱脂、脱脂:主要是通过喷洗和浸泡将车身上的油污彻底清洗干净。C.表面调
涂装前处理生产线工艺设计主要原则
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 1129次
涂装前处理生产线工艺设计主要原则建立涂装前处理生产线,先要完成工艺设计,然后才能进行非标设备的设计、制造和安装。因此工艺设计是建立生产线的基础,正确、合理的路线对生产操作及产品质量将会产生良好的影响。工艺设计的内容主要包括:处理方法,处理时间,工艺流程等。1处理方式工件处理方式,是指工件以何种方式与槽液接触达到化学预处理之目的,包括全浸泡式、全喷淋式、喷淋浸泡组合式、刷涂式等。它主要取决于工件的几何尺寸及形状、场地面积、投资规模、生产量等因素的影响。例如几何尺寸复杂的工件,不适合于喷淋方式;油箱、油桶类工件在液体中不易沉入,因而不适合于浸泡方式。 1.1全浸泡方式将工件完全浸泡在槽液中,待处理一段时间后取出,完成除油或除锈磷化等目标
行业排行
热门文章