电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 前处理 - 第9页
磷化处理工艺介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 2163次
磷化处理工艺处理方式:汽车涂装前磷化处理有喷淋式、浸渍式和喷浸结合式,采用何种方式取决于被处理物外形结构复杂程度、生产节奏和现场条件。被处理物外形结构简单,在喷淋时所有表面都能处理到,则采用喷淋式,复杂的则采用浸渍式或喷浸结合式。如以外形结构复杂的汽车车身为例,在1976年前采用喷淋式,其内表面及内腔有处理死角,随后逐步改用为灌喷式(floodspraysystem)、半浸式(halfdipsystem)和全浸式(fulldipsystem)。现今汽车车身的磷化处理方式几乎100%都采用全浸式,因其处理完全,且所得磷化膜中的Zn2Fe(PO4)2·4H2O含量高,与阴极电泳涂装的配套性优良。按磷化处理温度分为高温磷化〔80℃以上)、中温磷化〔50~70
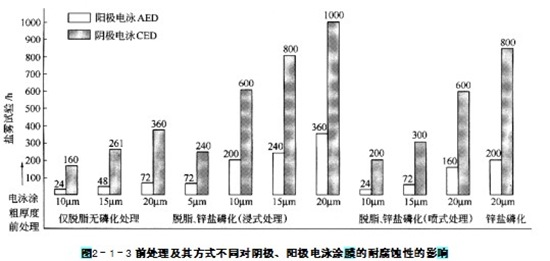
磷化膜与阴极电泳涂膜的配套性研究
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1333次
漆前进行磷化处理的目的是为提高涂膜的附着力和耐腐蚀性能,采用一般涂装法(喷涂、浸涂、刷涂等)涂布的底涂层,因磷化膜与涂膜是机械结合,干燥清洁(即不存在水溶性盐或酸碱等)、均匀致密的薄膜型磷化膜与涂膜结合,一般都能达到上述目的。可是在电泳涂装过程中伴随着电化学反应,往往产生磷化膜的溶解以及与电泳涂膜配套不良,并影响涂膜的附着力和耐腐蚀性。我厂第一条阴极电泳涂装线于1986年投产时,采用低温高锌磷化液进行磷化,未进行钝化处理,有时发现阴极电泳涂层与底材的附着力极差;在实验室检测中,也发现泳涂在经磷化处理钢板上的涂膜附着力反而比未磷化处理白钢板上的涂膜附着力差;车身碰伤处(尤其在严寒的冬季),涂层呈片状脱落,露出底金属;有些车身在实际使用中产生严重的疤形腐蚀。这是原设计未想到的反常现象,磷化
前处理技术的今后展望和降低成本
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1225次
激烈的市场竞争要求生产的汽车物美价廉,进一步降低前处理成本(日本每台轿车车身所用前处理剂的费用为350-400日元)和适应环保要求减少公害是前处理技术发展的两大主题。现已见到如下动向。!取消前处理后的水分烘干工序前处理水分烘干室取消可节省热能和缩短工艺。磷化膜经水分烘干除干燥外,对磷化膜性能提高有益,现今在有机溶剂型涂料和粉末涂料涂装前还烘干。经前处理材料和电泳涂料制造厂家的共同努力,实现了前处理后不烘干,直接进入电泳涂装,结果大致良好(膜重2.5g/平方米的磷化膜,阴极电泳涂膜厚20um,进行1000h耐盐雾对比试验,有无烘干工序的试板的单侧扩蚀均在2.5mm以下,合格,评价基准为2.0mm以下)。2开发采用长效的表面调整剂现今用表面调整剂,工作液稳定性一般为一周,配液后
涂装前处理设备管理和保养
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1330次
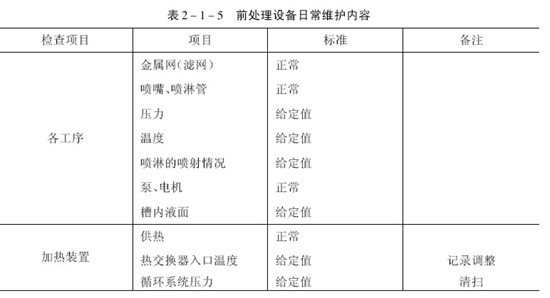
前处理设备在运行中应进行日常维护和定期保养,维护内容和保养频率见表
涂装前处理的日常管理的要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1203次
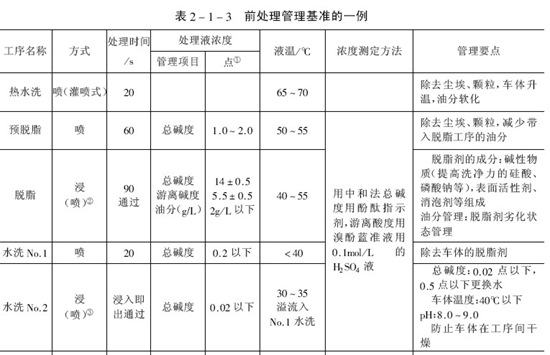
前处理的日常管理可认为决定了前处理的质量,因而要求高精度的管理技术。现今在现代化的轿车车身前处理上很多采用自动管理系统。可是,常发生故障和失误,处在完全无人工管理还很难的现状。1前处理工艺的日常管理实例(全浸处理方式)生产规模:15000台/月。月时基数:350小时2班,负荷系数:95%。白车身的清扫:为防止焊装后的白车身将尘埃、颗粒带入涂装工程中对白车身必须进行清扫。用吹风枪及吸尘器或高压水枪,除去焊接的飞测物,焊口打磨灰(铁粉)等。带入量的管理值:100G/台以下。用吹风枪、吸尘器或高压水枪等的机械除尘法很难壳全除净,铁粉等的带入常成为涂装颗粒(麻点)。据介绍,造成电泳涂膜尘埃缺陷的灰尘230为金属粉尘(白车身带来的440-250um的焊渣、切削粉),因此须彻底清
涂装生产线管理内容
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1270次
现代化的前处理生产线管理从处理液的浓度和药品、水的补给、温度管理到生产线起动等,几乎都是自动化的。以前周六、周日和长期休假后的第一无,100立方米左右的处理液槽的升温,需提前2-3h加热。现今采用计算机和功能、精度高的控制阀,借助计时器控制,冬季提前加热就可实现自动化。为保险还是人工与自动控制并用。前处理是涂装工程的入口,如因故障停线,则立即影响涂装前的焊装线和涂装后的内饰、总装线,造成停产。在生产节拍为60s/台的生产线上,“突停”(生产线停1-2min)就会造成生产线混乱。所以努力防止生产线停止是件大事。
影响前处理的主要因素
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1221次
前处理的目的是在汽车车体金属面上形成致密的磷化膜的处理工艺,使仅2-3g平方米的磷化膜保护车体(金属面)10年以上不生锈成为可能。前处理是微型的化学处理,为得到优质稳定的质量,必须要有高精度的设备和工艺管理。1生产台数的变动由前处理(特别是磷化处理)的化学反应,生成结晶膜,因而可根据处理面积设定药品浓度。随处理台数(处理面积)变动槽内的药品浓度产生变化,超出设定范围外的场合就处理不良。2带入油的变动为冲压成形和除尘钢板表面的尘埃,颗粒使用洗净油(拉延油兼用)的油量变动,品种的变更,而影响脱脂能力的变化。3镀锌钢板和铝材的变动普通钢板和镀锌钢板,铝材的比率大的变动后,磷化膜的结晶产生变化。汽车生产线经常产生条件变化,要对前处理不产生影响,就需进行必要的管理。关于上述
全浸式前处理设备
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1318次
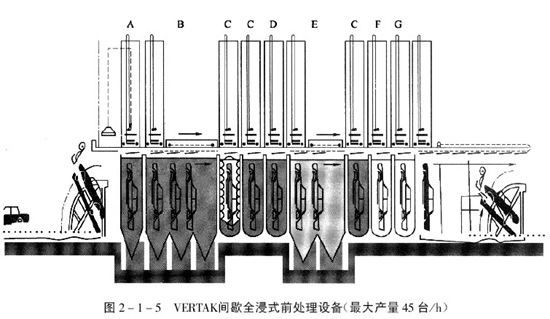
随着电泳涂装技术的采用促使车身的前处理工艺迅速由喷射方式革新为全浸处理方式,以解决喷射处理车身未处理完全的油污(车身的内表面和袋状部位的油污除不净)被带入电泳槽内,加上电泳槽液中溶剂和金属溶质而产生电解脱脂,其结果电泳涂膜上产生缩孔。采用全浸处理方式是使车身内表面尽可能处理完善,并提高其防锈力。在连续全浸式处理场合,车身顶部内表面的空气排不尽,形成气包,甚至能将车体浮起,产生生产线停产事故。气包未处理部位,当然,防锈力不足。为解决这一问题,提出了种种改进方法,推出了各式各样的新设备、装置,如图所示的垂直全浸式处理设备(VERTAK),最近开发成功的旋转全浸式处理设备RoDip-3。 RoDip-3前处理和电泳设备:车身在输送链上直线运行,可
磷化各工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1793次
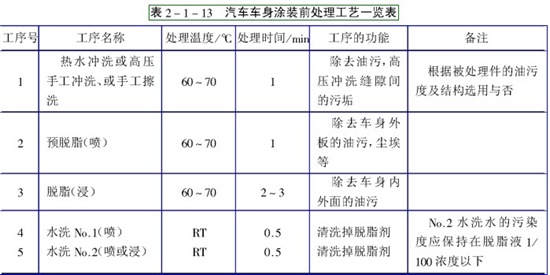
汽车车身的前处理工艺一般由预脱脂、脱脂、水洗、表调、磷化、水洗、纯水洗等10多道基本工序组成。工序1-3为除油清洗(脱脂)工序。用热水和热碱液喷浸结合的方法清洗车身。通过脱脂剂中的碱性物质对油污皂化及表面活性剂的浸润、分散、乳化及增溶作用达到去除油污的目的。脱脂质量的好坏主要取决于脱脂温度、脱脂时间、机械作用和脱脂剂等四个因素。脱脂温度:一般来说,温度越高、脱脂效果越好。温度高使油污的黏度降低,加速皂化等化学反应和表面活性剂的浸润、乳化、分散等作用。但不是所有场合都是温度越高越好,各种脱脂剂都有其合适的温度范围,过高的温度会使某些脱脂液中的表面活性剂析出聚集,附着在被清洗的表面上,造成磷化膜发花不均。脱脂时间:必须保证有足够的脱脂时间,喷射方式的脱脂时间一般为1-3min,浸
涂装前磷化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1445次
前处理是涂装工艺中最重要的工程之一。为获得最佳的磷化膜,确保产量和处理面积,必须精心设计和选用前处理工艺及设备。在设计时应考虑以下必要条件:被处理物(车身〉的大小、形状及面积,材质(钢板种类、铝材等〉,产量(或生产节拍台〉,被涂物的输送方式(间歇步进式,连续方式〉,处理方式〔喷射方式,浸渍方式〉,设备场地(空间〉,运行效率〔80%-90%〉,前处理的质量基准等。前处理的处理方式按处理液与被处理件的接触方式可分两大类,喷射方式和浸渍方式。1980年以前汽车车身涂装前处理方式是喷射式,基于喷射方式处理所得磷化膜的P比偏低和车身内表面处理不完善(处理面积80%左右,而采用浸渍处理方式可达到车体面积的95%~100%〉等憋端,1980年后变为以浸渍方式为主流。现今只有批量生产的大
行业排行
热门文章