电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 前处理 - 第10页
磷化膜的组成及其耐蚀性
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1576次
磷化膜的组成及其耐蚀性:在钢板上的磷化膜结晶是由磷酸锌和磷酸二锌铁组成。锌盐磷化膜中磷酸锌和磷酸二锌铁的X射线衍射强度比称为P比。P比是两种磷酸盐结晶的含量之比。另外,锌盐磷化膜在电泳涂膜烘干时,膜中的4个结晶水的盐脱水变成2个结晶水盐。随后,毛细管现象透过涂膜的水分,使其还原为4个结晶水盐时,磷化膜的体积膨胀,而使磷化膜产生内应力,再因加水分解而使磷化膜产生明显地劣化。现今,汽车涂装最广泛应用的是涂装前锌盐磷化处理液中添加Ni和Mn。关于磷化膜中的Ni和Mn的效果有种种说法。例如,添加Ni能使磷化膜结晶微细化,提高附着力,能防止恢复成4个结晶水磷酸锌盐,而提高耐水试验后的二次附着力;在镀锌层界面析出和锌盐磷化膜中的Ni能促进在湿式腐蚀时的碱性氯化锌的生成,
磷化处理的反应机理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1687次

磷化处理的反应机理:磷化膜是靠化学反应生成的。充分脱脂过的金属表面,并进行表面调整,是生成磷化膜的最适宜条件。化学反应由磷酸的离解反应和成膜反应组成。磷化处理的主要成分是磷酸(H3PO4),磷酸在水溶液中三次离解,在25度下它们的离解常数如下:由离解常数可知,在水溶液中(2-1-1)式的反应容易进行,(2-1-3)式反应几乎不能进行。还有,对应磷酸的三种离解状态,生成三种金属盐。当金属是Zn,Fe等二价金属时,生成如以下所示的盐。第一种磷酸盐:Me(h2PO4)2,又称磷酸二氢盐。第二种磷酸盐:MeHPO4又称磷酸一氢盐。第三种磷酸盐:ME3(PO4)2又称磷酸盐。一般,"2价金属的第一种磷酸盐是可溶性的,第二种磷酸盐
电泳工件前处理的目的
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1694次
为获得前述的汽车涂层的耐久性、耐腐蚀性,都采用磷化处理作为涂装的前处理。磷化处理(又称磷酸盐化学处理)是利用磷酸的离解(平衡)反应在清洗(脱脂)过的金属底材表面上析出不溶性的磷酸金属盐的(磷化膜)技术。磷化膜的功能是提高涂布在其上的涂膜(电泳涂膜)的附着力和耐蚀性。关于附着力,因所制得磷化膜结晶微溶入金属表面,结晶的附着力良好。还有,由于无数的结晶的表面凹凸,表面积增大,提高了涂膜的附着力。然后,随着涂膜附着力的提高,防止腐蚀生成物质的侵入,而提高了其耐蚀性(尤其能抑制漆膜下的扩蚀)。未磷化处理过的短期内涂膜就起泡生锈。透过涂膜的水、空气,到达钢板表面,形成红锈将漆膜鼓起,透过涂膜的水、空气到达镀锌钢板,形成白锈,还与涂膜反应成金属皂,其体积增大!"倍,因而更强力地
电泳涂装前处理的作用
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1315次
电泳涂装前都需要对底材进行前处理,前处理的作用一般有:将车身的所有部件.尤其是封闭内腔结构的内表面和焊缝彻底洗净;在车身的表面上形成结晶细且致密、均匀的磷化膜.这可通过专用的磷化处理机来实现。处理方法虽有喷射法、喷射灌注法(或半浸式)和浸溃法三种,但现在处理车身几乎都采用浸渍法。浸渍法的优点是不仅能确保车身的所有表面都洗净和形成磷化膜.而且在浸没过程中磷化反应处在相对平静的环境中进行,从底金属上溶出的铁离子参加反应,因而导致形成高P比(即磷酸锌铁盐含量多)的、极致密且均匀的颗粒状结晶的薄磷化膜。
电镀前处理不导电基体的金属化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1301次
不导电材料的电镀包括塑料、陶瓷、纤维和各种有机材料的电镀,近20年来有很大的发展。特别是线路板、电器元配件方面对非金属电镀工艺有很大的需求。在机械产品和日用品方面,由于逐渐采用塑料来代替金属,也使塑料的电镀装饰方面产量大幅度增加。由于材料不能导电,所以开始时需要使其表面通过化学方法来形成初步的导电层,而这层导电膜应当与材料结合牢固,从而能够在此基础上进行正常的电沉积。许多非金属材料的表面比较光滑,也缺乏易于使金属原子结合和成核生长的条件。所以,在沉积金属前一般要设法使其表面活化和粗化,而这种处理须用简易的化学方法来完成,并且不能从本质上损伤材料表面。目前这种初步处理是采用粗化、敏化、活化等顺序步骤来稳步的完成。最后在这个基础上进行化学沉积而使整个表面上形成一种牢固的能导
电镀前处理易溶解材料的包覆防护
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1259次
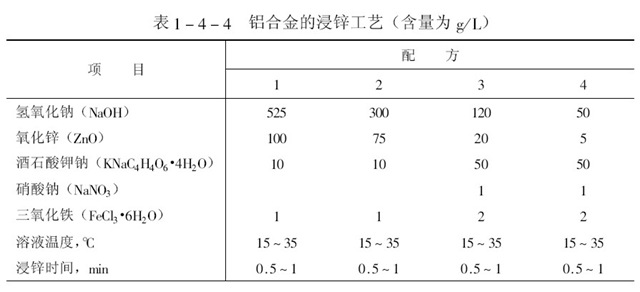
镁、铝等轻金属和合金电位较负,在很多镀液内均会自发溶解或发生置换反应。因此镀前必须专门打底来防止。通常铝材表面都存在有自然的氧化膜层,须先用碱溶解。碱液可以用5%-10%的氢氧化钠溶液,或直接利用碱除油溶液。温度以50%-60%为宜,当零件表面猛然冒出大量均匀的气泡时便表示腐蚀去膜过程已经完成。膜溶解后表面会遗留挂灰而发暗,可以30%左右的硝酸洗去,习惯称为出光。出光后的表面要立即浸锌,清洗等间隔不能长,否则要重新处理。浸锌的工艺条件对于表中。常规的浸锌溶液很浓,如果按比例减稀(配方2.3)可以节约材料,也方便清洗,但操作项很仔细。浸锌一般反复2次,中间可在硝酸中洗除。这样得到的锌层包覆比较均匀细致。浸锌工作完成后可以直接预镀镍打底,再镀其他镀层,化学镀镍亦可。如用铜来打底,必须
电镀前处理多孔材料的填充
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1314次
粉末冶金制件等多孔性的材料在电镀过程中容易渗入溶液,不仅难清洗,而且残余的镀液日后渗出将破坏镀层和与之接触的其他材料。铸件或其他可能带有疏松、气孔、砂眼、隙缝或带有微细裂纹的零件也会遇到类似的情况。如果对这类零件不进行封孔,电镀后惟一的办法只能是反复浸泡与清洗。冷热水交替往往会有所帮助。镀层的厚薄也会有所影响。若镀层很薄,则镀层不太会影响清洗,只须注意清洗仔细和彻底。有时检查一下洗后干燥时渗出水的酸碱度或盐类,也可大致了解清洗的彻底与否。很厚的镀层如果镀覆速度较快,常能起到封孔的作用。中间厚度的镀层问题较多。因为镀层常常会在孔口部分形成不完整的桥接。这种架构会使清洗特别困难。目前流行的办法是将多孔的零件例如粉末制品用树脂、蜡料或一些熔融的化合物将孔封闭。用填充孔隙的方法来避免清
电镀前处理的电抛光和化学抛光
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1621次
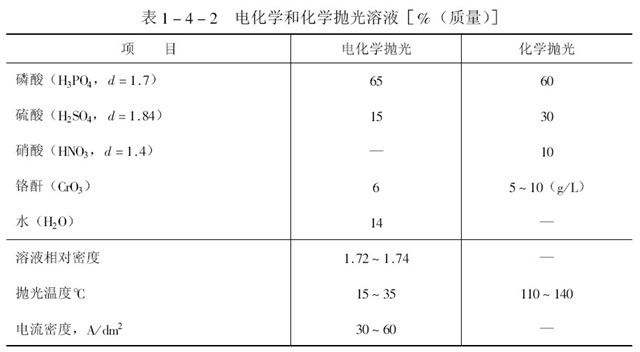
电抛光和化学抛光工作可以做单独的表面处理方法以代替机械抛光,也可以用来做电镀前的准备处理。但这种方法有一定程度的表面溶解,并可能消除型面上的一些尖棱,所以采用时要考虑尺寸和形状的裕量。电抛光和化学抛光除了能赋予表面光滑和光泽外,也有其他的应用效果。例如常用这种方法来消除表面的冷作硬化层、减少显微毛糙、改善摩擦和减少磨损量、提高导磁率和减少磁耗、去除锐棱和消除毛刺、暴露金相组织和用以检查微细裂纹和材料缺陷等等。电抛光后材料的裂纹和发纹容易显露,所以对检验这类缺陷时也十分有用。电抛光与化学抛光和通常的机械方法不同,抛光的效果实际上与材料表面的组织有关。并且抛光过程通常伴随有溶解,所以不宜抛得太久。抛光的速度也很快,对节省劳力
电镀前处理中的中和和专项处理简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1678次
用碱性的电镀溶液来电镀时,为了防止可能吸附的残余或没有冲洗干净的残留酸液影响镀液,须用稀碱例如3%-5%的碳酸钠来中和,弱腐蚀和中和都是短暂的处理。半至1分钟左右便可。一些钢铁制件弱腐蚀后耽误而不能立即电镀时也常暂时存放在中和用的碱液中。除了常规的除油、弱腐蚀、中和之外,不同类型和不同表面状态的材料,由于被镀面的状态不同,镀前还须增加一些附加处理。最常见的这类处理包括用以改善表面平整和光泽的电抛光或化学抛光、易钝化材料的预活化和活化后的保护、易溶解材料的打底包覆、导电差或者绝缘性材料的导电化处理、多孔性材料的填孔防渗等等。这些措施均须在正常电镀前妥善的完成。
电泳涂装前处理简介中英对照版
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1507次
MetalPreparation金属前处理 BodyShopWasher 车身车间清洗设备Effectivebodyshopwashersloosenandremovemilloils,pre-lubes,andstampingcompoundsfromthebody-in-white.Goodpre-cleaningwithhigh-pressurewaterandsoapincreasestheeffectivenessofthephosphatingoperation.Cleaningalsoreducescrater-causingcontamina
行业排行
热门文章