电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 前处理 - 第4页
汽车车身涂装前处理工艺
发布 : 涂装助手 | 分类 : 涂料手册 | 评论 : 0人 | 浏览 : 2105次
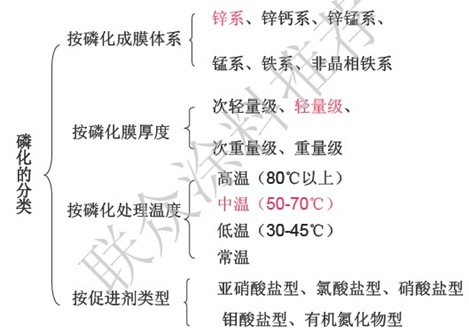
汽车车身涂装工艺Ø漆前表面处理:目的是清除被涂件表面的所有异物,提供适合涂装要求的良好基底。前处理方式和工艺的选择应根据实际情况合理选择。Ø根据污物形式和程度选择(油污类型、有无生锈)Ø根据工件使用环境选择Ø根据涂料特性选择Ø根据工件材质选择1.脱脂用碱性溶液或有机溶剂等靠皂化、乳化作用或浸透溶解除去金属工件表面的油污,清洁底材的方法称为脱脂(或除油)。常见的脱脂方法有:碱液清洗、有机溶剂脱脂、表面活性剂、乳化剂脱脂、电化学除油。控制的工艺参数:碱度、温度、工作时间、喷淋压力。2.表调表调的目的:是促使磷化形成晶粒细致密实的磷化膜,以及提高磷化反应速度。酸性调整剂:草酸
喷砂机喷砂方式
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1318次
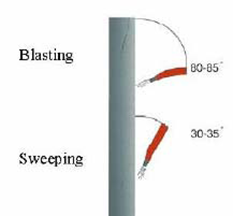
扫砂用磨料快速喷扫表面,目的是清除表面污渍和松动漆膜,或者是拉毛光滑坚硬的漆膜而加强新涂层的附着力。扫砂效果取决于表面性质,状况,磨料大小,操作技巧等。持枪应斜对着表面扫射,距离拉长些,这样不致于过分破坏表面而造成漆膜内部“星裂”(starcracking)。磨料在0.2~0.8mm,喷嘴压力为2bar/30p.s.i最为合适,。扫砂过的表面通常已经受到伤害,往往要求先行封闭。 喷砂和扫砂的不同角度不正确扫砂造成漆膜星裂局部喷砂对小块面积锈蚀,有时需要局部喷射。首先对要局部喷砂的范围要先有一个认识,残存孤立的小块漆膜应该一并除去。在实际操作中,周围漆膜会被磨料割破松脱,这时需要用砂纸片把周围松动漆膜除去,并打磨成一定坡度。这一点是最为重要
常用的喷射清理用磨料
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1363次
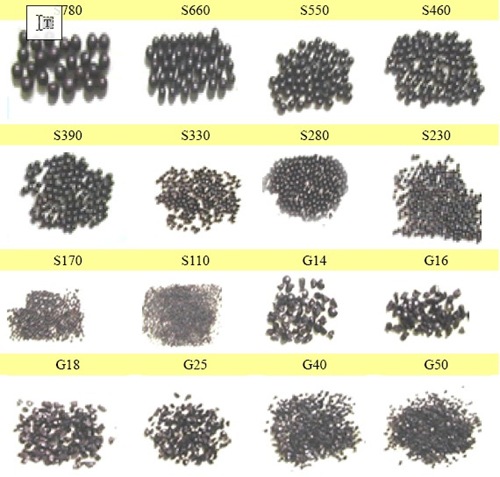
常用的喷射清理用磨料:喷射清理用磨料使用范围很广,从碎胡桃木壳,玻璃和矿渣,到各种金属丸和金属砂,甚至还有陶瓷砂,但常用于涂装表面处理的只是几种有限的类型:石英砂铜矿渣钢砂钢丸刚玉(氧化铝)石英砂尖锐的石英砂是一种廉价而有效的磨料,被认为是用于工业施工方面最经济的磨料,很多国家都在使用。石英砂是最早也是最常用的喷射用磨料,所以“喷砂”成为了通用的术语。由于石英砂中含有的硅对健康有害,已经逐渐不再使用。暴露于喷砂清理过程所产生的有害程度的游离硅灰尘中,工人会引起矽肺。工作的人员,都要穿戴保护服,护目镜及呼吸设备。露天“现场工作”可偶尔允许使用石英砂,但必须仔细保护操作者和其他人员,免受灰尘影响。铜矿渣铜矿渣是铜
喷砂机不同喷嘴所需空气量
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1559次
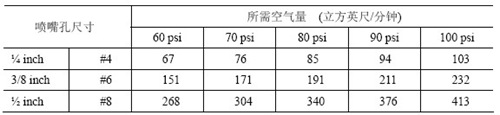
不同喷嘴所需空气量喷砂速度则直接与所用喷嘴的大小有关。空气消耗量也是如此。因此,所能用的喷嘴的最大尺寸必须取决于压缩机送入量的多少。下表为不同大小的喷嘴所需的空气量。喷嘴的内部光洁度也是一个重要的因素。文丘里喷嘴通常比以前所用的直线型双孔喷嘴更受欢迎,因其寿命较长,空气消耗量小而金属砂速度快,致使喷砂效率大大提高。直线型喷嘴出口处磨料的速度大约为217英里/小时(349公里/小时或315英尺/秒)。除此之外,其磨料喷束图形大,呈中央密旁边稀的形状。1954年出现了文丘里喷嘴,这种喷嘴入口处较大,然后逐渐在中间变成短直线段,最后在出口处张开。文丘里喷嘴的磨料速度可达450英里/小时(724公里/小时,660英尺/秒)并且对整个表面的冲击几乎完全相同。
表面处理:喷砂机喷嘴衬里材料
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1322次
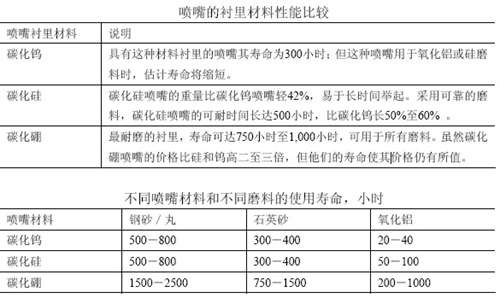
喷嘴衬里材料这里所说的喷嘴衬里材料是指与磨料接触的区域。该材料必须坚固耐用,能抵抗不可避免的摩擦。使用一般铸铁喷嘴由于其迅速磨大可能会带来麻烦。使用特殊耐磨合金,碳化钨或陶瓷制成的喷嘴,可使喷砂处理效率更高。虽然最初费用较高,但在实际使用中,这些喷嘴更为经济。
表面处理:喷砂清理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1424次
空气压缩机压缩空气必须无污染物,包括油和水。首先,由于进行喷砂操作时,需要供气式呼吸设备,呼吸的空气必须清洁和纯净是极其重要的,这是对喷砂工人健康的负责。其次,为了保证喷砂清理操作不会给正在清理的表面增加污染物,所以喷砂空气的清洁也重要。压缩空气是喷砂机,油漆喷涂设备,动力工具的常用能源。为了产生一定量的压缩空气,必须使用压缩机。通常压缩机由柴油马达驱动(固定车间常用电动压缩机),吸入空气进行加压,送入压力容器中直至被设备所使用。压缩机的容量决定在其工作压力下能够输送空气的量。对于喷砂清理,采用大容量的压缩机在低于其最高水平的状况下工作较好,而不是采用较小的压缩机,在其最高水平或接近最高水平的状况下工作。所选择的压缩机应能提供比所需要的更多的空气,以允许保守容量供
表面处理:抛丸处理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1572次
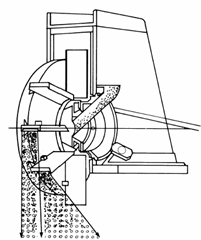
抛丸处理利用离心力使用高速旋转的叶轮把磨料抛出进行表面清理从19世纪60年代就有了,到20世纪20年代开始正式应用,现在已经在涂装作业表面处理中得到了广泛的使用。常常混合作使用钢丸、钢砂和钢丝段,作为清理用磨料。抛丸流水线有两种形式,一种是仅用于抛丸除锈,然后钢材用吊车吊运到专门的喷涂地点进行涂装施工。另一种为抛丸和喷漆一体化的流水线作业,抛丸结束后,立即转入喷漆,再通过烘干后,将喷涂完毕的钢材吊运到堆场。这种流水线作业,常用于钢板的车间预处理和车间底漆的施工,和不太复杂的钢结构和快干型底漆的施工。 钢材预处理流水线技术参数(振华港机长兴岛基地预处理流水线QSP-3)
喷砂机喷砂压力
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1582次
喷砂压力在喷砂操作时,最佳喷嘴压力为90psi-100psi(6.2MPa-6.9MPa),用注射针压力计进行测试。在征得喷砂者的同意后,检查者或操作者应在进行磨料喷砂,软管实际使用时,尽可能接近喷嘴后部处将注射针塞入软管,进行测试。
表面处理:喷砂清理喷砂机
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1334次
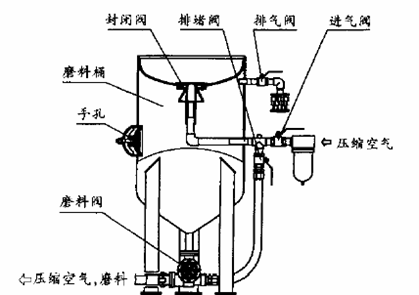
喷砂机按磨料在喷砂软管内的流动方式,喷砂机分为吸送式和压送式两大类。压送式喷砂机是最为常用的清理机械。压送式喷砂机包括砂缸、空气软管和接头、喷砂软管和接头、喷嘴、阀件、控制器件等。最初的压送式喷砂机都是由人工控制的,即喷丸机的工作状态(停机或关机)必须由喷丸人员以外的人员控制(见下图)。 遥控式喷砂机能使喷砂人员对喷丸机实现远距离控制,使喷砂人员的人身安全有了保证(见下图)。
表面处理:喷砂清理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1361次
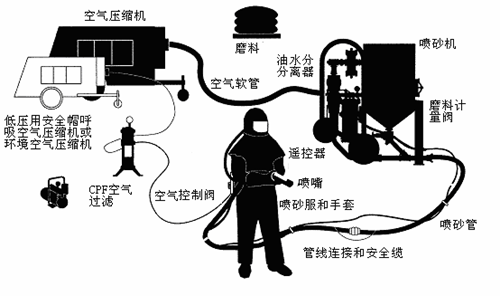
喷砂系统开放式喷砂处理使用压缩空气将磨料从喷砂机中喷射出去,在需要清理的表面形成巨大的冲击力,除去锈、氧化皮和其它杂质等。喷砂的整个系统构成可以参考下图:喷砂系统的基本构成如下:(1)空气压缩机:提供足够的空气量和空气压力(2)油水分离和空气干燥设备:减少由于水分带来的中断麻烦(3)空气管:尺寸要大,维护其压力输送(4)喷砂机:有容量、控制阀和管系构成,保证高效的生产效率(5)磨料计量阀:稳定和均匀的流砂(6)遥杆控制:用于安全有效的工作(7)喷砂管和连接:合适的管径尽量减小摩擦损失(8)喷嘴:与压缩机输出相匹配(9)操作者安全设备:要由国家职业安全和卫生研究所认可(10)
行业排行
热门文章