电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第568页
磷化膜成膜机理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1392次
磷化膜成膜机理磷化溶液的基本组成是一种或多种金属的磷酸二氢盐Me(H2P04)2,其中Me2+为Zn2+、Mn2+、Fe2+等,在一定浓度及pH值条件下,磷酸二氢盐会发生水解,使磷化液中主要的存在物质为尚未分解的磷酸二氢锌和分解之后形成的磷酸氢锌、磷酸锌(沉淀)和游离的磷酸。当钢铁与溶液接触时,在金属一溶液界面液层中,发生如下的化学反应,即Fe+2H3P04→We(H2P04)2+H2↑使界面处酸度下降,pH值升高,导致磷酸二氢盐的水解平衡向生成磷酸根方向移动。当钢铁表面磷化液中金属离子(如Ca2+、Zn2+、Mn2+、Fez+)的浓度与P043一离子浓度的乘积达到溶度积时,不溶性的磷酸盐Zn3(P04)2·4H20和Zn2Fe(P04)2·4H20就会在金属表面沉积成
钢铁磷化膜的分类、性质与用途
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1815次
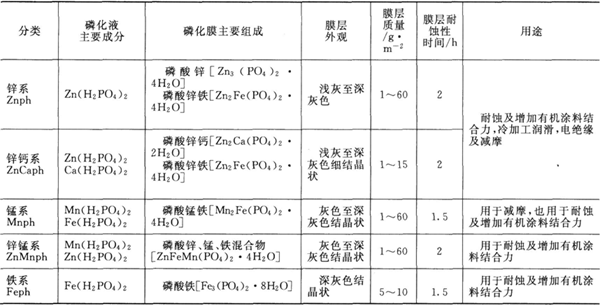
钢铁零件在含有锰、铁、锌、钙等磷酸盐溶液中进行化学处理,使其表面生成一层难溶的磷酸盐保护膜的方法称为磷化。磷化膜是一种无机盐膜,主要成分是磷酸盐或磷酸氢盐,厚度一般为1~50μm。膜的颜色随着基体材料及磷化工艺的不同由暗灰到黑灰色,膜本身的机械强度不高,有一定的脆性。磷化膜在大气、矿物油、动物油、苯等介质中均有很好的抗蚀能力,与钢的氧化膜相比,其耐蚀性约高2~10倍,但在酸、碱、雨水及水蒸气中耐蚀性较差。当温度高于450℃时,磷化膜层的耐蚀能力显著下降。磷化处理后,其基体金属的硬度、磁性等均保持不变,但对高强度钢,磷化后必须进行除氢处理。磷化后膜层经重铬酸盐填充、浸油或涂漆处理,能进一步提高其耐蚀性。磷化处理适用于钢铁零件,也适用于锌、铝、镉、镁等有色金属部件。随磷化膜的成分和厚度的
其他类型氧化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1259次
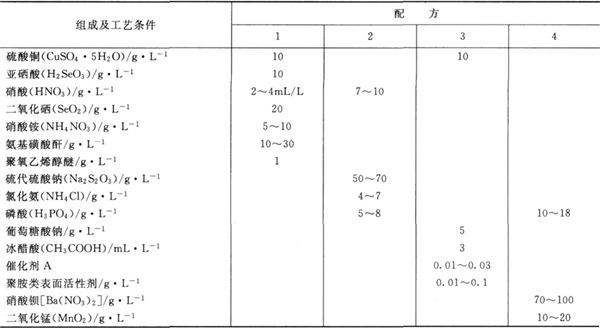
常温氯化工艺规范注:配方l为常温氧化,节能、效率高、成本低。可形成黑色氧化膜,磷酸、羟基羧酸盐及有机酸的加入可提高溶液的稳定性和膜层的结合力及外观质量配方2又称为“冷氧化”,可得到美观的、防护性较好的深黑色的氧化膜,但溶液不够稳定,不易维护配方3不含硒盐,对环保有利,且溶液成本下降;配方4无碱氧化,可获得致密、防护性能好的深黑(深灰或红)色的无光泽或微亮的氧化膜。
钢铁氧化高温型氧化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1778次
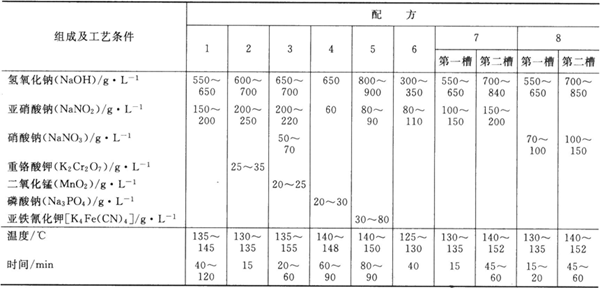
钢铁零件的高温氧化处理工艺流程为:零件脱脂→热水洗→冷水洗→酸洗→冷水洗两次→氧化处理→回收→温水洗→冷水洗→浸肥皂水或重铬酸钾溶液填充→干燥→浸油。(1)高温型氧化工艺规范及影响因素钢铁高温氧化处理工艺规范注:配方l为通用的氧化溶液,氧化膜美观光亮;配方2氧化速度快,氧化膜光亮度稍差;配方3氧化速度快,膜较厚;配方4中加入磷酸钠,当溶液铁含量最多时,可提高发蓝膜性能;配方5所得氧化膜外观色泽好,发蓝时要求较低温度下开始,较高温度终止,溶蒸发和浓缩快,温度波动范围大,且成本较高;配方6试验优化所得,配方简单;配方7可获得保护性能较好的蓝黑色光亮氧化膜;配方8可获得较厚的黑色氧化膜;单槽氧化只能获得较薄和保护性
钢铁氧化氧化膜成膜机理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1533次

用化学、电化学或热加工等方法,在黑色金属上制取一层人工氧化膜的过程,称为钢件的氧化处理,又称发蓝。氧化处理后零件表面能形成一层保护性的氧化膜,膜的厚度约为0.6~1.5μm,其抗蚀能力较低,氧化处理后需经肥皂或重铬酸钾溶液处理,或进行涂油处理以提高氧化膜的耐蚀性和润滑性能。由于钢件的氧化膜色泽美观、弹性好、膜层薄等,常用于机械、精密仪器、仪表、武器和日用品的防护~装饰。由于氧化处理是在碱性溶液中进行的,各种钢零件氧化后没有氢脆产生,所以像弹簧钢、钢丝及薄钢片零件也常用氧化处理。工业上钢铁的化学氧化处理常采用高温型和常温型两种工艺。氧化膜成膜机理下面以高温型为例介绍氧化膜形成机理。高温型钢铁氧化是将零件置于含有氢氧化钠和氧化剂(硝酸钠或亚硝酸钠)的溶液中,在接近沸点的温
不锈钢钝化处理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1369次
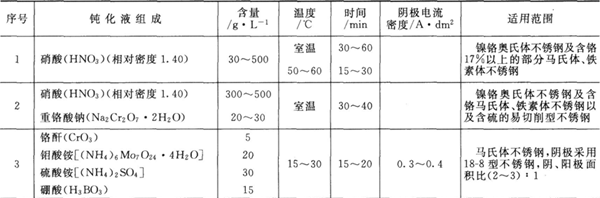
不锈钢钝化处理通常在硝酸或硝酸一铬酸盐溶液中进行钝化处理液的成分及工艺条件为提高耐蚀性可再进行封闭处理:重铬酸钠Na2Cr207·2H208g/L,钼酸钠Na2M00420g/L,碳酸钠Na2CO36~8g/L;pH值9~10;温度25~35℃;阴极电流密度0.5~1A/dm2;时间10min,再阳极处理30s。
不锈钢着色工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 3145次
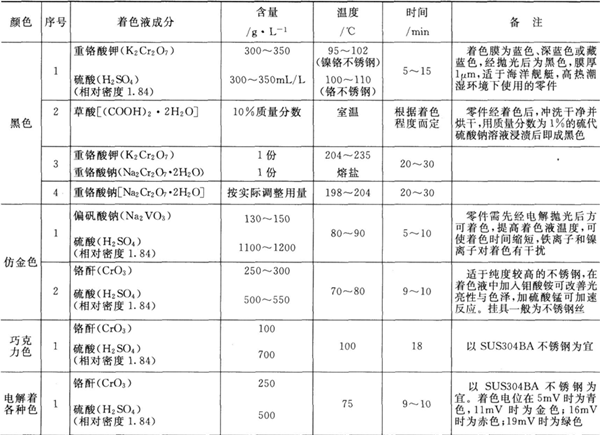
不锈钢主要含有铬、镍、铁、钼、钛等金属,金相组织致密,表面能自然形成很薄的钝化膜,是一种抗蚀性能很高的合金钢。不锈钢的着色是利用物理或化学的方法使其表面产生色泽的过程,通过着色不仅赋予零件各种装饰性的色泽,而且可进一步提高零件的耐蚀性和耐磨性。着色膜的厚度直接影响着着色膜的颜色。当膜层很薄时,呈蓝色,随着膜厚的增加而呈现黄、红至绿色,并可实现多种色调。同时不锈钢的化学组成、组织结构和加工状态也直接影响着色膜的色彩和外观。镍铬奥氏体不锈钢着色膜的色彩鲜艳,耐蚀性好,长时间经受紫外线照射而不变色,并有一定的耐热性和耐磨性,在建筑业得到广泛的应用,适用于各种室内外装饰及工艺美术品。不锈钢的黑色着色膜具有良好的消光性,主要用于光学仪器、太阳能集热板及其他需要黑色精饰的产品。不锈钢着色工艺
阳极电泳槽液固体份升高异常情况及处理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1229次
阳极电泳槽液固体份升高异常情况及处理固体份升高〖伴有膜厚增加;电导率增加;超滤透过速度下降〗a.原漆加量过大a.降低加漆量b.纯水补给不足b.补足纯水量
阳极电泳槽液固体份(NV%)太低异常情况及处理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1571次
阳极电泳槽液固体份(NV%)太低异常情况及处理固体份(NV%)太低〖伴有膜厚下降;电导率下降;超滤透过速度增加〗a.原漆补充不足a.补足原漆b.泳后冲洗或水泵密封处的水泄漏入槽b.检查泳后冲洗系统和水泵密封装置c.超滤液由后冲洗系统回流入槽失衡,导致槽液体积增加c.检查UF液贮槽的液位,槽上喷淋和UF液回流速度d.漆液从槽中流失d.检查电泳槽系统是否泄漏,包括贮槽e槽液液位太高e.降低纯水的补给量
铜及铜合金的钝化处理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1625次
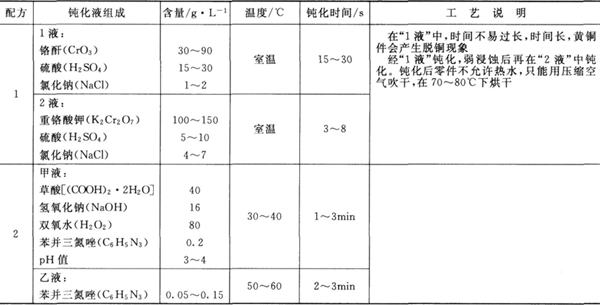
铜及铜合金的钝化处理钝化处理能提高铜及铜合金的耐蚀性能,是短时间内防止腐蚀的一种简易方法。钝化膜的颜色随材料和工艺的不同而不同,具有一定的装饰性。钝化处理特点是操作简单,成本低,生产效率高。铜及铜合金钝化处理液的组成及工艺条件
行业排行
热门文章