电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
今天小编为大家分享的是关于粉末涂料的涂装工艺技术的文章,有关注的朋友一起来看看吧。
粉末涂料的涂装工艺技术
2.1 流化床涂装
在粉末涂装中流化床涂装工艺的工业化生产较早。表9为流化床涂装工艺的应用领域。
2.1.1 涂装原理
流化床的工作原理是将让均匀分布的空气流通过粉末层,使粉末微粒翻动呈流态化。气流和粉末建立平衡后保持一定的界面高度。将需涂敷的工件预热后放入粉末流化床中浸涂,得到均匀的涂层,最后加热固化(流平)成膜。
流化床是固体流态学的第二阶段,也是比较复杂和难以控制的阶段,固体流态化过程分为三个阶段:固定床阶段、流化床阶段、气流输送阶段。从理性上认识这三个阶段的特点和相互关系,对于掌握流化床涂装技术是很重要的。 (1)固定床阶段
当流体速度很小时,固体粉末颗粒静止不动,流体从粉末颗粒间隙穿过,当流体速度逐渐增大时,固体颗粒位置略有调整,即颗粒间排列方式发生变化,趋向松动的倾向,此时固体颗粒仍保持相互接触,床内粉层高度H与粉末层体积没有变化,这个阶段用图10中的ab段表示。此阶段床内粉层高度并不随流体速度的增大而增加。但是△P却随流体速度的增大而增加,图中W为流体速度,Wkp为临界速度,Wm;在固定床的基础上,继续增大流速W,床层开始膨胀和;流体速度继续增加到某一极限速度时,固体粉末颗粒被;图1H、ΔP与W的关系曲线;2.1.2流化床的均匀性;流化床内粉末流化状态的均匀性是保证涂膜均匀性的关;引起流化床床层不均匀的另一原因是沟流现象(见图2;开始运动,远离孔渠的粉粒则可能仍维持在固定床状态;要均匀
--------------------------------------------------------------------------------
而增加,图中W为流体速度,Wkp为临界速度,Wmax为极限速度。 (2)流化床阶段
在固定床的基础上,继续增大流速W,床层开始膨胀和松动,床层高度开始增加,每个粉末颗粒均被流体托浮起来,离开原来的位置作一定程度的位移,即进入流化床阶段。随着流体速度的继续增大,粉末运动加剧且做上下翻滚,如同液体加热达到沸点时的沸腾状态。这个阶段用图10中的bc段表示。此时床内粉层膨胀,高度随流体速度的增大而增加,但床内压强并不增大。因此在一个较大范围内变动流速而不影响流体所需的单位功率。这是流化床的特征之一。图1的b点就是固定床与流化床的分界点,称为“临界点”,此时的速度称为“临界速度”。 (3)气流输送阶段
流体速度继续增加到某一极限速度时,固体粉末颗粒被流体从流化床中吹送出来,这个阶段称为气动输送阶段。从图1中c点开始即为此阶段。C点处的速度称为流化床的极限速度。因此在掌握流化床涂装技术时,应当将流体速度保持在临界速度Wkp和极限速度Wmax之间。
2.1.2 流化床的均匀性
流化床内粉末流化状态的均匀性是保证涂膜均匀性的关键因素,当气体流速不太大时,床层比较平稳,若加大流速(即增加流化数)W(W=W/Wkp),床层内粉粒运动加剧,就会出现气泡,气泡随着流化数W的增加由小变大。出现大气泡时粉粒被强烈地搅拌到界面上方,再增大W时,大气泡就可能占据流化床整个截面,这时床层将被割成几段,产生“气截”、“腾涌”等现象,如图2a所示。大气泡猛烈冲击粉粒,当气泡破裂时,粉粒被抛得很高,然后落入床层内。气截现象将引起压强的剧烈波动,并恶化气流与固体粉粒的接触,使压强比正常情况要大。
引起流化床床层不均匀的另一原因是沟流现象(见图2b)。粉末粒度不均匀,细小颗粒容易产生内聚而形成孔渠。气流从孔渠中流过的现象称为“沟流”或“气沟”。沟流现象会使床层趋于不均匀,压强降波动比较大。首先是由孔渠中的小颗粒转入流化,继而两旁粉粒
开始运动,远离孔渠的粉粒则可能仍维持在固定床状态。截面较大的流化床中粉末流态化不均匀主要是由“大气泡”和“沟流”现象引起的。
要均匀控制流化床是比较困难的,流化数必须经过大量试验才能找出最佳值。流化数的确定以能够进行流化床涂敷操作为标准。没有必要苛求绝对均匀。刚开启流化床时,气量给得小一些,随后逐渐增加气量,达到相对均匀就可进行涂装操作了。流化床内粉末的悬浮率最高可达30%~50%。
2.1.3 流化床主要设备
流化床是涂装操作的关键设备。它主要由气室、微孔透气隔板和流化槽三部分组成。图12是较为常见的流化床结构。其特点为:
(1)气室部分采用环形的铜管出风,并在两块多孔的均压板之间夹一层羊毛毡,使上升气流更均匀。
(2)流化槽的槽壁具有1:10的锥度,有利于粉末的均匀流动。为了提高流化槽的空间利用率,流化槽亦可做成矩形或椭园形。
(3)流化槽可用钢板、铝合金板、聚氯乙烯板或有机玻璃板等材料制作。
流化槽底部振动装置机构可使槽内粉末流化更均匀,并并减少粉尘飞扬,称为振动式流化床(如图3所示)。
微孔透气隔板是保障流化床达到均匀流化状态的主要元件,微孔板有微孔陶瓷板、聚乙烯或聚四氟乙烯微孔板。采用环氧粉末和石英砂粘合制作的微孔板机械性能优良。微孔板每平方米的透气量一般为60~100m3/h左右,气孔尺寸在1.6~85μm范围内。
2.1.4 涂装工艺
工件采用流化床工艺涂装所获得的涂膜厚度与以下一些因素有关:被涂工件的材质、工件的热容量、基材的直径或厚度、工件加热温度、工件加热时间、浸粉时间以及粉末涂料的性能(见图4)。
流化床涂装的工艺流程如下:
(1)工件预热
工件预热温度一般比粉末涂料熔化温度高30~60℃。预热温度过高会导致粉末树脂裂解,涂膜产生气泡、焦化、过厚或流挂等现象;预热温度过低会造成涂膜流平不好、不平整,达不到涂膜厚度要求等弊病,热容量大的工件预热温度要偏低一些,热容量小的工件预热温度要偏高一些。
预热后的工件在浸涂时与粉末之间发生热量传递。热量从工件传递给粉末,使粉末温度上升至熔融温度从而粘附在工件表面达到初步流平。该过程传递的热量可用下式计算:
△H= mCp△T
式中:m——粘附于工件上的粉末质量
Cp——粉末的比热
△T——粉末与工件的温差
(2)流化床浸涂
预热后的工件迅速浸入流化槽中,粉末熔融粘附于工件表面,工件沉浸于粉层中应保持运动状态,如转动或水平/垂直方向的移动,这有利于工件的均匀涂装。图5是高密度聚乙烯粉末涂料浸涂时间与涂膜厚度的关系曲线。对于要求涂膜特别厚的工件而言,可以进行多次涂敷,多次涂敷既能保证工件达到所需厚度,又能避免涂层产生气泡,消除针孔等缺陷。造成涂膜不均匀的因素有:
— 粉末流化是由于向上的气流造成的。与液体有本质的不同,因此只要局部气流受阻,
就会出现局部粉末流化状态不好,造成工件上部表面粉末堆积,下部表面涂膜却很薄或不连续,阻挡面积越大这种现象越严重,因此应尽量使工件最小截面垂直浸入床内粉层。
— 工件下部总是先浸入粉层中而又是最后离开粉层,所以工件涂装后总存在着上下部
位涂膜厚度的差异。一般采取工件鄱转180℃涂装以消除涂层的不均匀性。
— 粉末流化不均匀,使槽内各部位的粉末密度不同,也会造成涂膜的不均匀。因而选
择透气均匀的微孔板和采用振动式流化床涂装是非常重要的。
图5 高密度聚乙烯的积粉时间与涂层厚度的关系
(3)加热固化(塑化)
加热固化工序对热固性粉末来讲使树脂获得充分交联聚合;对热塑性粉末而言则进一步流平成膜。图15反映了固化时间对涂膜性能的影响。
图6 固化时间对涂层性能的影响
适用于流化床涂敷的粉末涂料粒径以100~200μm较好,该粒度范围的粉末重量应占粉末总重量的70%~80%。
2.1.5 应用实例
流化床浸涂钢丝的生产工艺过程如图7所示。
图7 钢丝粉末流动浸塑示意图
(1)钢丝表面预处理
预处理包括酸洗、磷化和水洗等工序,磷化效果的好坏对涂膜与钢丝之间的附着力影响
很大(见表10)。
表10的试验条件为:
— 涂装用聚乙烯粉末涂料的熔融指数为0.6g/10min。
— 耐环境应力开裂试验是将涂塑钢丝紧密缠绕10圈,芯径为钢丝直径8倍的弹簧,
将试样浸入纯海鸥洗涤剂中保温25℃,观弹簧圈上涂膜出现开裂的起始时间。 — 耐冲击试验中的冲头曲面半径为300mm。自由下落的高度为100mm。 — 耐滚压试验的速度为15~30mm/s,行和为600mm,一个往复计为一次。 — 涂膜粘结强度试验是将100mm的涂塑钢丝一端留下长15m的涂膜,其余涂膜剥去,
并清除干净,在拉力机上测定把留下的涂膜拨出所需的抽力,再除以涂膜与钢丝的粘结面积。
— 涂膜腐蚀扩展试验是将涂塑钢丝试样的中间部位切开10mm的环形切口,并把涂膜
清除干净,然后弯成U形,将其投入1%的 Na2SO4溶液中,以试样为阴极,在试样和溶液间施加100V的直流电压,并使通过试样的电流恒定为10mA,在室温下试验100h,检查试样切口处涂膜与钢丝间腐蚀扩展的最大距离。
从表10可见钢丝经磷化、钝化处理后涂塑,形成的涂膜粘结力最好,镀锌钢丝的涂膜粘结力次之、镀铜钢丝最差。 (2)钢丝预热
预先加热钢丝使其温度高于涂料熔点,并储存足够热量,以保证粉末涂料的熔融粘附量,钢丝的表面温度按下列经验公式计算:
To=mTk
式中:To—涂塑前钢丝进入流化床时的表面温度;
Tk—粉末涂料的熔融温度;
m—钢丝进入流化床前的降温系数,m值取1.17~1.24。 预热炉气温由下式求得:
Tc=CTo
式中:Tc—钢丝预热炉气温;
To—涂塑前钢丝进入流化床时的表面温度;
C—钢丝规格系数,一般取2.01~2.46。
(3) 钢丝浸塑
预热好的钢丝进入流化床中,流化床内粉末的流动状态应调整到最佳状态并控制好钢丝的线速度,钢丝沉浸于粉层中的时间越长其涂膜越厚。涂膜厚度与钢丝温度和速度等因素的关系可用下式计算:;(T1-T2)tS=C’————ε’M’;式中:S—钢丝表面的涂膜厚度,mm;;C—钢丝规格及速度系数,取2.01~2.46;;T1—钢丝进入流化床的温度,℃;;T2—钢丝从流化床出来的温度,℃;;t—钢丝与流化床中粉末接触的时间,min;;ε’—流化床中粉末的流化状态,g/cm3;M’—流化床透气板的透气率,m3/㎝2;;(4)固(塑)
--------------------------------------------------------------------------------
关系可用下式计算:
(T1-T2)t S=C’———— ε’M’
式中:S—钢丝表面的涂膜厚度,mm;
C—钢丝规格及速度系数,取2.01~2.46;
T1—钢丝进入流化床的温度,℃;
T2—钢丝从流化床出来的温度,℃;
t—钢丝与流化床中粉末接触的时间,min;
ε’—流化床中粉末的流化状态,g/cm3
M’—流化床透气板的透气率,m3/㎝2;
(4)固(塑)化
钢丝经流化床浸涂后涂膜尚不能完全熔融流平固化,还需进入烘道进行固(塑)化。塑化温度应低于粉末涂料的分解点,温度过高会造成树脂裂解、发黄,过低则塑化流平不充分。不同粉末涂料的塑化温度不同,常用热塑性粉末涂料的塑化温度见表11。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:粉末涂料
粉末涂料的涂装工艺技术
1786 人参与 2017年05月24日 14:31 分类 : 涂装技术 评论
-

硫化钠是一种无色透明结晶,具有臭味,硫化钠的熔点一般是1180摄氏度,硫化钠可以溶解在冷水中,而且极易溶于热水,策溶于醇。硫化钠又被称为臭碱,臭苏打,黄碱等,是一种无机化合物,硫化钠的吸潮性很强,在工业上,由于工业硫化钠中含有杂质,所以颜色多为粉红色,或是棕红
-
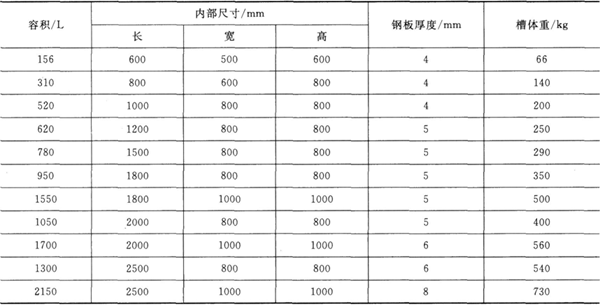
固定槽是储存溶液的容器,它是电镀车间中主要的工艺设备。不同的电镀方式如挂镀?滚镀和浸镀等都离不开固定槽。所有的电镀工艺如化学镀、氧化、磷化和镀前处理的清洗、中和、化学抛光、电化学抛光、酸洗、除油,以及镀后处理中的出光、钝化、着色、清洗{等,也都是在固定槽中进行
-
1.碱蚀的目的碱蚀是建筑铝型材氧化之前最关键的预处理工序。其目的为除去残存的自然氧化膜,脱脂溶解基体的残留物,深入基体表面层的油脂等污物,除去型材表面的变质合金层,消除模具痕、划伤等其他表面缺陷,调整和整平基体表面使其均匀一致。2.碱蚀工艺规范
-

氟碳涂料是一种新型的特种涂料,有着涂料王的美称,氟碳涂料主要是由氟碳树脂,颜料,助剂等加工而成的,是一种综合性能十分好的涂料,氟碳涂料比之普通涂料的特殊性能主要表现在耐候性,耐盐雾性能,耐洗性能,不粘附性能等方面都十分的好。氟碳涂料的特点1.氟碳涂料的质量轻,
- 2017-05-24UV(光固化)涂装技术
- 2017-05-24真空吸涂法原理
- 2017-05-24静电热喷涂法原理
- 2017-05-24静电流化床涂装法原理
- 2017-05-24摩擦静电喷涂法原理
- 2017-05-24静电喷涂涂装 静电喷涂涂装原理
- 2017-05-24熔射法涂装 火焰喷涂技术原理
- 2017-05-24粉末涂料的特点 粉末涂料与传统涂料的优缺点
- 2017-05-24涂装前的表面处理
- 2017-05-24粉末涂装工艺的分类
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
