电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳漆 - 第16页
电泳漆膜的固化(烘干)
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2313次
电泳漆膜的固化(烘干)(一)电泳漆膜的烘干特性基于电渗作用使亲水的电泳漆膜变成憎水涂膜,经电泳涂装后的超滤液(UF)和纯水清洗,洗掉附着在湿漆膜上的电泳槽液后,淡的电泳漆膜类似“干膜”,用手摸也不粘手,其含水量、含溶剂量极少。电泳漆槽液、电泳后清洗过的湿漆膜和烘干后干涂膜三者的组成在电泳涂装过程中的变化见第一章表1-2。从表1-2中可以看出电泳湿涂膜与其他涂装方法(如喷涂法、浸涂法)所得的水性涂料或有机溶剂型涂膜不一样,含溶剂量极少,类似“干膜”。可直接进入高温下烘干,不会产生“针孔”和“痱子”等漆膜弊病。为改善涂膜外观(如平滑性、减少水斑痕),可采取提高防尘过渡段的气温和吹水装置除掉漆面的水珠或两次升温以提高湿漆膜的展平性等措施。另外,电泳涂装在烘干时排出的油烟状的废气较多
电泳涂装的现场管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1689次

为确保生产的正常进宪,电泳槽液的稳定和涂层质量,必须加强电泳涂装生产的现场管理。两面管理包括工艺管理、生产管理和设备管理。电泳涂装生产的现场必须对电泳漆槽液、电泳涂装设备及配套装置和生产环境及状况进行科学管理,并做好记录;发现不正常现象,立即采取措施解决。(一)电泳涂装工艺管理它主要对电泳漆槽液及涂装的工艺参数、涂装质量等进行科学管理,现今不仅涂装厂在现场做好工艺管理工作,电泳涂料供应厂家也负责槽液的全面管理,现借鉴国外先进管理模式(CPU管理,即CostPerUnit),在国内许多涂装线也采用了CPU管理。工艺管理的项目、目标管理值、检测频率等,以关西涂料公司的HB-2000阴极电泳涂料为例介绍(见表3-11)。 在电泳涂装现场日常进行工艺参数的检测和调整:
电泳涂装工序及其工艺参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1678次
电泳涂装工序及其工艺参数电泳涂装工艺是由电泳涂装(ADE或CED)、电泳后清洗、吹干(或除水)和涂膜固化(烘干)等工序组成。各工序的功能、工艺参数及管理要点等,以工艺最典型、最复杂的汽车身阴极电泳涂装线为例,列于表3-7中。表3-7汽车车身的典型阴极电泳涂装工艺一览表工序名称处理功能工序处理内容控制管理要点备注方式时间温度1。用阴极电泳涂装法涂底漆在前处理过的车体内、外表面泳涂上一层均匀的、规定厚度担忧泳涂膜浸(通直流电)3~4min28~29℃槽液固体分(NV)、PH值、温度、电泳电压等电泳涂膜厚度一般为20±2μm;在采用厚膜电泳涂料场合可达35μm2电泳后清洗
电泳烘干室应具备哪些独特条件
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1457次
电泳烘干室应具备哪些独特条件?http://www.dianyongqi.com/电泳烘干室与涂装用烘干室在结构上无大的区别,仅因其湿涂膜中含水分少,可直接进入高温烘干,不象其它水性涂料需先经低温预烘干,再进入高温固化.(我个人认为对于形状比较简单,不会出现积水等现象的工件,直接进入高温问题不大,如果工件形状复杂,容易积水,还是要经过一段预烘干区效果比较好。)另外,应注意现市场供应的阴极涂料的涂膜在烘干过程中产生油烟,(分解物多的场台约为涂膜重量的10%左右),如果不及时处理,则可能在烘干室出入口上方冷凝,滴落在被涂物上能造成漆膜弊病。在电泳烘干室设计上一定要考虑冷凝和防滴落装置.因此.最好选用以天然气、煤气或油为热源.能同时处理烘干室废气燃烧炉和换热器的烘干室,达到燃烧油烟气.热能
电泳漆膜的干燥程度如何评价和测定?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1504次
电泳漆膜的干燥程度如何评价和测定? 如果电泳漆膜未烘干透,则严重影响涂膜性能,如涂膜的机械性能、附着力、耐疤形腐蚀性、耐腐蚀性、抗石击及耐崩裂性能.例如某公司的阴极电泳涂料在170℃以下烘干,涂膜烘不干,性能极差(参见下表):项目测试结果 附 注烘干温度(℃)154163171179188204 扩蚀宽度(mm)1032222扩蚀宽度小、耐腐蚀性优崩裂等级2788880→10级(优)附着力等级29101010100→10级(优)
阴极电泳漆膜的烘干条件(规范)如何选择?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1304次
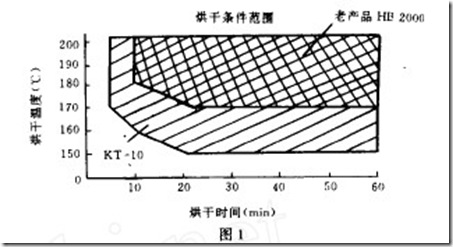
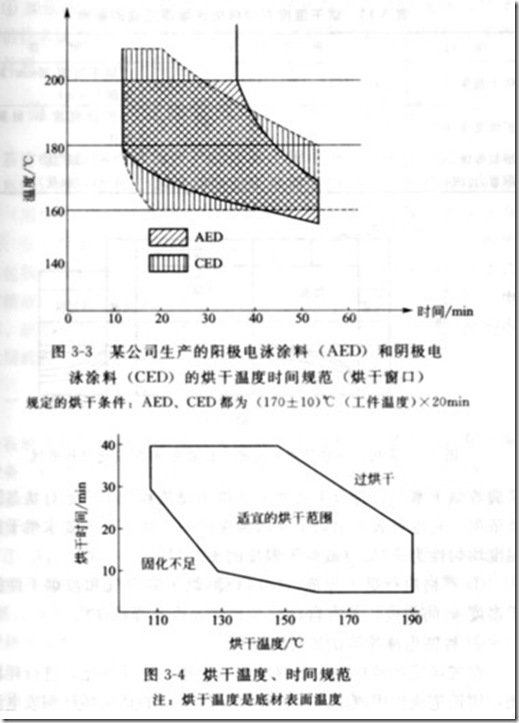
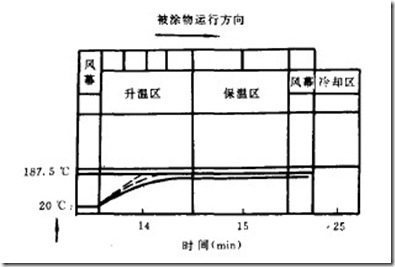
阴极电泳漆膜的烘干条件(规范)如何选择?阴极电泳漆属于热固化性涂料,必须在规定的较高温度下才能固化,其烘干过程也包括:溶剂(水分)挥发、涂膜热融化、高温热固化三个阶段。由于电泳涂膜本身的含水(溶剂)少.又经映干、晾干,不含水,所以其烘干过程与热固性粉末涂料相仿,可直接进入高温烘干.另外,阴极电泳涂膜在热固化过程中(当涂膜温度达110℃以上时)有热分解产物,产生较多的油烟.在较高温度、较长时间的烘干,能致使涂膜变甜(2—3um),膜的平整度明显提高。这些是电泳涂膜烘干的持点。烘干条件(规范)系指工件温度和烘干时间,这两者对阴极电泳涂膜的固化十分重要,如果低于规定温度和烘干时间,则不能固化,严重影响漆膜性能。品种不同的阴极电泳漆的涂膜烘干条件也不同,应根据漆厂的推荐和试
在电泳后清洗过程中产生泡沫如何减轻
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1643次
在电泳后清洗过程中产生泡沫如何减轻电泳后清洗用的新鲜超滤(UF)液和循环的UF液均含有机物,新鲜UF液中含低分子树脂(含量约为0.3%以下),循环UF放中含槽液(固体分约0.5%~1%)。当空气进入这些清洗液时产生泡沫,在喷洗场合严重时泡沫能溢出槽,影响清洗效果.在喷射清洗的场合.由于喷嘴出口喷射压力高和流速过快.喷射作用使外部环境空气被吸卷入。再加上流入相中的落差大.是形成泡沫的主要原因·.怎样减轻冲洗区的泡沫形成呢?从调整喷嘴的出口压力和流速着手.提高喷射压力和流速,虽能提高清洗效果,可是意味着某种麻烦.因此应根据被涂物表面的清洗效果和冲洗区的泡沫量来调整喷射压力.如调整到0.5和1.2巴之间。为消泡,清洗液的落差要小,排放管应接到清洗槽的液面下,或清洗室与槽一体化。设置消
电泳后清洗的目的及工序组成
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1722次
电泳后清洗的目的及工序组成电沉淀在被涂物表面的涂膜已具有水不溶性,因而能经受住用超滤液和水的冲洗,附着在表面上的槽液可用水冲洗下来.在电泳涂装工序后可立刻进行清洗(即在被涂物出槽时).这是一般的浸渍涂装法不具有的特性.电泳后清洗有以下目的:回收槽液,提高电泳涂料的利用率(在封闭清洗场合涂料利用率可达95%以上);提高和改善涂膜表面质量,减轻打磨工作量,从而能提高涂层的耐腐蚀性.电泳后清洗一般由下列工序组成①槽上“0”次清洗:在被涂物出槽口或溢流槽上,用去离子水、新鲜超滤(UF)液或循环超 滤液喷雾淋洗(单排或双排喷管),被涂物出槽至清洗的间歇时间不应大于1min;·②用循环超滤(UF)液冲洗30一40s②用循环超滤(UF)液浸洗(全浸没、
电泳槽液温度和电泳时间对阴极电泳涂装有何影响?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2080次
电泳槽液温度和电泳时间对阴极电泳涂装有何影响?槽液温度、电泳时间和泳涂电压是电泳涂装的三个基本工艺条件.经调试,选择最佳值后,在稳定的电泳涂装生产线上是保持稳定不变的阴极电泳槽液一般控制在28土1℃范围内,在厚膜阴极电泳涂装场合也有推荐较高的槽温度29·35℃(如PPG公司推荐的条件).随槽液温度增高,涂膜增厚,槽液温度高了,易使有机物的水溶液变质加速,对槽液的稳定性不利。槽液温度低对槽液的稳定性有利,可是涂膜变薄、当低于15.5℃时,湿涂膜的粘度大,被涂物面的气泡不易排出,因而涂膜薄,且易产生薄膜弊病槽液温度对泳透力也有影响,通常在较低温度下得到较高的泳透力槽液温度与膜厚、泳透力的关系项 目测试结果泳涂条件槽液温度(℃)15.52
阴极电泳漆涂装的工艺参数简介及其对电泳结果的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1485次
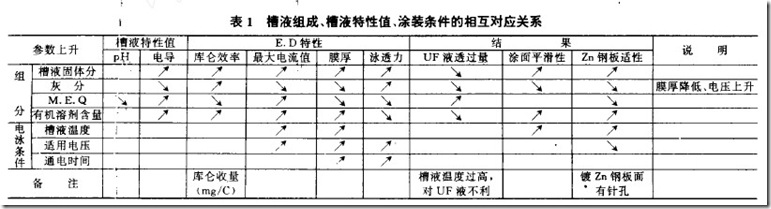
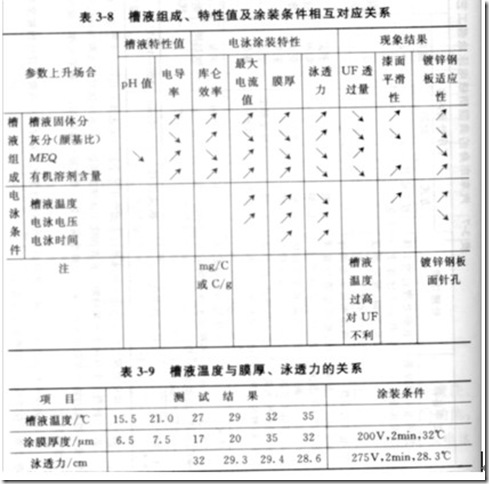
阴极电泳漆涂装的工艺条件(参数)有哪些?它们的相互关系是什么?对电泳结果有何影响?阴极电泳涂装的工艺条件(或工艺参数)包括以下四个方面13个条件(参数).①槽液的组成方面:固体分、灰分、MEQ和有机溶剂含量;②电泳条件方面:槽液温度、泳涂电压、泳涂(通电)时间,⑤槽液持性方面:pH值、电导;①电泳特性方面:库仑效率、最大电流值、膜厚和泳透力.它们之间的相互关系和电泳结果的影响见下表.槽液组成、槽液特性值、涂装条件相互对应关系
行业排行
热门文章