电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳漆 - 第9页
电泳漆槽液的搅拌强度的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1356次
为确保槽液组成和温度的均匀性.防止沉淀和排除被涂物表面在泳涂中产生的气体.在泳涂过程中槽掖应充分循环搅拌.一般每小时要循环6~8次.以保证电泳槽液面的流速>0.2m/s.槽底流速>0.1rn/s。
电泳漆极间距的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1292次
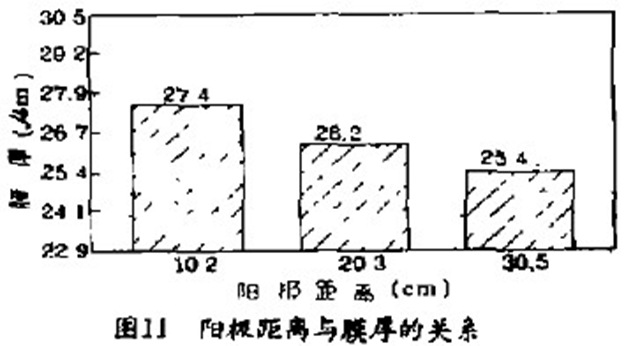
在电泳槽中特殊金属件的涂装直接与金属表面的电压有关.事实上由于电泳漆有电阻.金属表面的电压将随着阳极距离的增加而降低,随极间距的降低而升高。随着极间距离的缩短.工件表面电压升高,泳涂速度加快,涂膜增厚,如图11所泳透性同样受阳极放置的影响,如果将阳极放置在低泳透区域.则可增加此区域的涂膜厚度.过去曾采用辅助阳极以使车身内部泳涂上漆。在车身内部放置阳极能够提高箱式结构内表面的泳透力。阳极设置有它的局限性。在泳涂初期阶段.高表面电压会导致磷化缺陷在漆膜上反映痕迹、斑痕和镀锌底材电解气泡的产生。因此.初期阶段紧靠着3F.件设置阳极将导致各种弊病。
电泳漆濠涂电压的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1249次
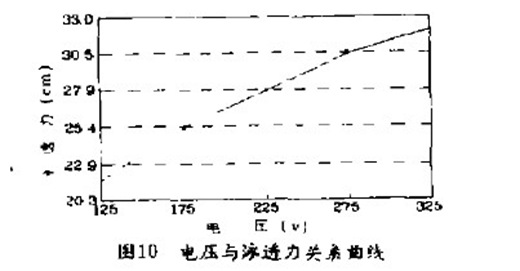
在电泳涂装体系的极板匕接通电压以控制电泳涂装过程的戚膜速度和沉积量。通常槽液温度和泳涂时间是一定的.如果需要提高或降低膜厚.可通过升高或降低电压来实现。在连续流水式的电浓涂装设备上.电压最少分两个区域控制.约1/3的阳极板为第一区段.约2/3的阳极板为第二区段般第一区段电压控制在该漆的工作电压的下限以下.第二区段电压为该漆的工作电艇,甚至略高一点。在步进式电诗:涂装设备,起始l5~30s电压较低.随后升到该漆的工作电压.这称之为“软起动”电压分两个区段的目的是控制第一区段内的成膜尽可能少产生问题.如脉冲痕迹、条纹及镀锌件的气泡.当底材产生变化时,第一区段电压低一些能够改善涂膜性能。 电压不仅能控制涂膜厚度.也能提高工件内脏的泳涂能力。泳透
电泳漆在电泳槽中逗留时间的分布
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1298次
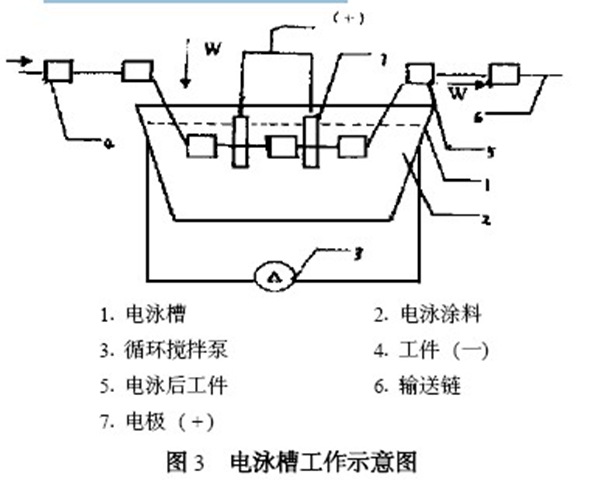
电泳涂料逗留时间的数学表达式下图为电泳槽工作示意图如图所示,工件(例如汽车车身)从图左侧不断进入电泳槽,电泳后从槽右方离走。电泳涂料在左上方加入,在图右侧随工件不断地被带出电泳槽。设电泳槽槽液的有效体积为V(升),每天加入和消耗的槽液量为W(升/天)。则可以计算出电泳涂料在电泳槽中的平均停留时间:现将一份可示踪的电泳涂料像日常添加电泳涂料一样加入到电泳槽中经过充分的混合,并假设它和槽中的电泳涂料有相同的电沉积性能,电泳到工件上的机率相同。设这份示踪涂料的加入量为M0(升),它在电泳槽中的起始浓度为C0=M0/V,随着电泳过程的进行,一部分示踪涂料在工件上沉积,而被带出电泳槽,槽中的示踪涂料数量减少,浓度降低。显然示
电泳涂料涂装的特点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1176次
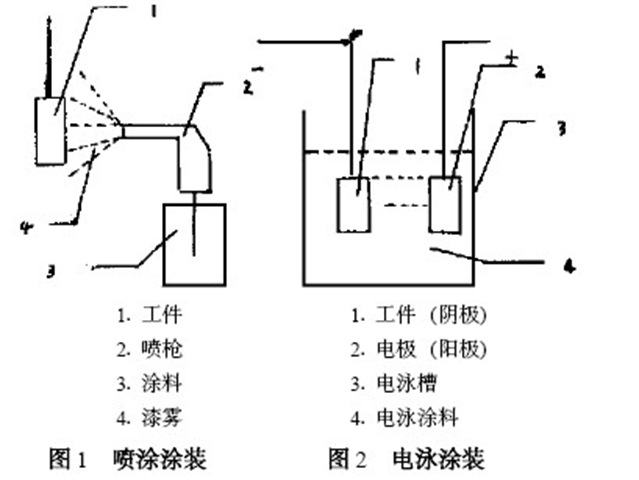
电泳涂料是一种典型的环保型水性涂料。二十世纪中期美国汽车工业首先在汽车车身涂装线上采用电泳涂料,使这一环保型水性涂料的应用取得突破性的进展。由于电泳涂料在实际应用中显示出高效、优质、安全、环保、经济等优点,受到世界各国涂料涂装界的高度重视。随着新型电泳涂料的开发,尤其是1997年开发成功阴极电泳涂料和相配套的涂装技术,电泳涂料的应用在汽车工业中迅速普及。据市场统计,在1965年世界汽车工业仅有1%的汽车车身涂装采用电泳涂料(阳极电泳涂料)。而现今已有90%以上的汽车车身涂装线上采用了耐腐蚀性能优异的新型阴极电泳涂料。同时电泳涂料的应用也随之渗透到建材、轻工、农机、家用电器等工业领域。电泳涂料的推广应用,也带来了许多有待研究和解决的新问题。电泳涂料在
电泳涂料及其性能测试方法有哪些
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1187次
电泳涂料及其性能测试方法有哪些,下面的资料包括电泳漆固体份的测定电泳漆PH值的测定电泳漆电导率的测定电泳漆消泡性测定电泳漆库仑效率测定电泳漆泳透力的测定电泳漆水平面沉积效果的测定等10多项的测定方法,有需要的可以下载回去看看。http://www.haocoat.com/forum.php?mod=viewthread&tid=697
电泳漆膜弊病及其防冶-湿漆膜剥落
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1288次
湿漆膜剥落在电泳后水洗或用压缩空气吹干过程中,受水压和风压的作用产生湿漆膜剥落的现象,称为湿漆膜剥落。这种剥落现象是由于湿漆膜附着力下降所致。产生附着力下降的原因是钢板和湿潦之间形成水层为减少湿蒜膜剥落,应提高漆膜附着力和降低漆膜的含水量,其措施为:(1)采用蒋前磷化和钝化,以获得表面均一的磷化膜,这样能较大地提高漆膜的附着力。(2)降低电泳槽中杂质离子的含最。因为可溶洼杂质的增加,使电极反应加剧,一方面在工件表面上形成气层或水晟{另一方面使漆漠疏松,影响漆膜附着力。(3)控制电冰簿中的助溶剂含量。槽液中溶剂量少,潦膜发于而薄,水分容易透过。若溶剂量过大,则电渗不好,漆膜发粘,含水量增加。(4)避免挂具与工件或工件之的碰撞,确保豢
电泳漆膜弊病及其防冶-颜料凝集
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1350次
颜料凝集由于颜料和衬脂凝集,致使电泳漆脱产生麻点、粗粒的现象统称为颜料凝集。凝集有两种类型。一种是电泳槽液中已产生凝集,在电淋时巳凝集的树脂颜料粒子受重力的作用,沉积在工件的水平表面上而被漆膜包裹。这类凝集很容易看出,粒子主要出现在水平面的上表面,在垂直面和水平面的下表面很少见。另一种凝集是产生在电淋过程中,它与工件的漆前处理不当,涂装条件差等有关。在电泳涂漆时,颜料大都由树脂的携带面泳涂在工件的表面上,因此颜料的凝集大都与树脂的凝集有关。凝集可能由补加的涂料或槽液自身的变化所产生,电淋漆经长期存放或储存的温度过高,过低(受过冷冻)都可能使原漆溶解不良。在补漆过程中,补给的方法很重要,补加双组分的阴极电泳漆或低胺的阳极电2求漆时尤其是这样,因为这二种情况,电泳漆的橱脂是不完全中
电泳漆膜弊病及其防冶-再溶解
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1320次
再溶解沉积在被涂物上不溶的湿电沫漆膜被槽液中的碱(或酸)再次中和而变成水溶的,使形成的漆膜局部或全部被溶解,这种现象称为再溶解。这种现象可发生在停车时浸没在电泳槽中的工件上,也可发生在电泳后水洗之前残留在漆膜表面上的液滴,或工件表面漆液集中流淌的部位当超滤液清洗时间过长时,也会发生再溶解现象。防止的办法是控制槽渡的pH值不要过高或过低,减少运输链的停车次数。在不得巳的情况下,可在开车前提前通电,使巳溶解漆膜的表面重新电泳上漆膜,或在停车时继续供给临界电压,使蒋膜在槽浪中的溶解和沉积保持平衡。尽管采用上述两种方法,漆膜外观受损的情况还是不可避免的。缩短电泳后到清洗之间的时间,在采用超滤液清洗的场台,应避免长对间冲洗,因为超漶液对澡膜的再溶解能
行业排行
热门文章