电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳设备 - 第4页
电泳槽的槽体设计及循环系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1862次
为了使电泳槽的槽液成份分散均匀,不使涂料粒子沉降到槽低,电泳槽液要不停地保持循环。电泳系统使用位于槽底和槽边的带有成排的喷射器和集管的管道系统来防止油漆粒子的沉积。槽底和槽角理想的槽子设计中要将槽底的死角区域尽可能减少,方的底角比较容易成为死角。圆角或(椭圆)形的底角可以消除死角。如果有必要,可以将喷射器对准这些死角作喷射以改善槽液的循环。对于泵井和堰箱的设计要特别小心,尽量使死角减少和消除。泵井和堰箱中特别容易积累油漆固体,它会成为维护中的头痛的问题。电泳槽的清槽要定期地作好清槽,将从吊架上落入槽中的工件取出。这些落入槽中的工件会影响槽液的循环,并造成涂料固体在这些掉落的工件上的堆积。最终,这些堆积的固体就成为脏物,它会造成涂膜的缺陷。在清槽时,可使用备槽将槽液转移
电泳槽槽体的一般设计要求
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1395次
电泳槽电泳槽是盛装电泳涂料槽液的容器。它由几个重要的子系统所组成:1.循环系统A.搅拌器B.冷却系统2.过滤系统3.加料系统4.电器系统A.整流器B.电解池C.电极5.超滤系统电泳槽由低碳钢或不锈钢材料制造。槽内衬有保护层。薄膜内衬的厚度约20-40密尔,厚膜内衬的厚度约120-140密尔。这种内衬要耐化学腐蚀和有一定的绝缘强度可以使用的材料有CeilcoteCoroline505或相当的材料。涂料的供应商会指定适用于他们的电泳材料所需要的内衬的型号。这种内衬必须能在涂料的pH范围内工作。耐受溶液中所在的溶剂的腐蚀,并且能耐受600伏直流电压。典型的内衬是涂在经过适当处理的基材上的由玻璃纤维增强的厚膜(120-140密尔〕环氧
电泳喷淋段的设计简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1339次
溶液槽喷淋工序的槽长通常与整个工艺区的长度大致相同。工艺区的长度由传动链的速度乘上所需要的处理时间所决定。槽子的宽度要比通道宽30-40”,以便安装槽门和水泵等。溶液槽的最小深度为42”,以使水泵有足够的安装深度。溶液槽的大小要由槽子的容积和每分钟泵送的溶液的体积的比值来决定。这个比值的一般推荐值为3。这些体积是溶液的实际体积,还必须考虑使用内加热器时所占体积带入的误差。为了排出槽液和清洗槽底,槽底要有坡度,每5英尺的槽宽度要有1英寸的下降坡度。槽下要有适当的支撑。锌磷化槽的槽底必须设计成便于用永久性的与转移泵相连接的管道、或者用浸入的软管吸出、或者便于使用手工清扫工具来进行除渣工作。加热用螺管和水泵等应该在槽中安排适当去渣在锌磷化槽的边上必须建有澄清槽,澄清槽在
电泳槽子的设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1201次
槽子的设计电泳工艺中所需要溶液槽的数量、溶液槽的类型、和处理工序的程序等要取决于对处理工件的质量要求、化学品和设备供应商的意见等。对于最终产品的质量要求必须先写成说明书(抗紫外线能力、盐雾试验时间等)。然后用这些说明书的要求来选择将使用的预处理方法。槽子的基本部件包括:槽室、泵、喷嘴和工件的通道。使用加热器、阀门和表具作为控制用。在喷淋槽中,槽液通过泵、喷嘴到达工件再回到槽中进行循环;浸渍槽则将工件浸在槽液中。涂装系统的运行人员都要对所操作的预处理系统、所使用的材料、各种槽子的设计和控制方法都有了解,这些是十分重要的。
电泳工艺中的炉干燥
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1262次
炉干燥在电泳工艺中,所处理的工件可以是湿的也可以是干的。对于使用干或湿的处理方法的选择需要作系统的考虑。如果使用干燥炉作干燥,干燥时间约为5分钟,干燥温度为275-350°F。在正确的干燥炉设计中必须利用空气来使工件干燥。热空气的管道要直接对着工件,空气要有一定的速度,这样可以使表面的水份破碎后易于干燥。
电泳预处理喷淋槽简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1411次

电泳预处理电泳涂装工艺首先从预处理开始。预处理这个术语是指为了使工件作油漆而作的化学表面处理。在预处理工艺中把会影响表面性质的脏污沾污除去,预处理可以增强油漆的黏附力、提高涂膜的性质、并且防止电泳槽的污染。典型的预处理工艺包括脱脂、水洗、表调(如果作锌磷化)、磷化、水洗和钝化等。电泳涂装工艺的预处理一般使用喷淋槽。吊挂在传动链上的工件依次通过各个工艺处理区作处理(图1-1)。图1-1,典型的喷淋槽每个喷淋区中有溶液槽、泵、喷架、喷嘴等组成,每个组成部件都有不同的作用。电泳涂装工艺中的典型的预处理工序为:工序处理时间
阴极电泳涂料CED设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1587次
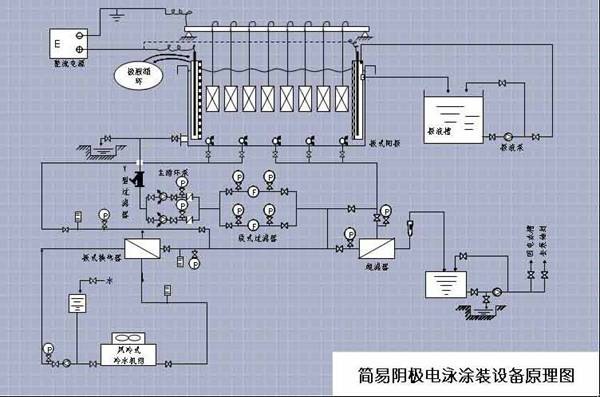
CED设备电泳过程可简单表示如下图:1.前处理设备在CED主槽之前为前处理区好的前处理质量是获得具有优良耐蚀性和附着力漆膜的基础。通常,前处理包括脱脂、清洗、磷化三部分:脱脂:主要目的是为了除去工件表面的矿物油、润滑油及冲压拉延油以及附着在金属表面的金属屑、灰尘、焊渣、它们是磷化和电泳潜在的尘埃源,可能引起涂膜外观的颗粒;注意脱脂后的清洗效果。如脱脂不充分,一方面易产生黄锈,导致磷化不均匀;另一方面使磷化结晶变粗,涂膜外观变差,耐蚀性能下降。除锈:一般在无锈的情况下,可省去除锈工艺,有锈则用除锈剂去除。除锈后清洗干净,特别是夹缝、点焊缝等处易残留除锈剂(一般为无机酸)。表调:表调剂由金属钛盐组成,它能沉积在工作上形成磷化膜的结晶中心。表面调整和表调效果的好坏
泳漆超滤装置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1184次
泳漆超滤装置,系加压使电泳液通过由特殊材料制成的膜管,将漆中的树脂与水、溶剂以及溶解的金属杂质分离的过滤装置。超滤过程是连续相(水+溶液+包括染盐的溶解杂质)与分散相(树脂和色素)分离的过程,也可说是水相与机相的分离过程。水相因透过超滤膜故称“渗透液”渗透液含有一些溶剂、所有的水溶性离子杂质和一些低分子量的树脂。超滤膜管内有很多支薄膜材料制成的小管。当电泳漆通过的这些小管时,部分水相透过这些小管,流出超滤机外,树脂和大部分流出滤管返回电泳漆槽。用于电泳漆超滤机有四个功能:• 迅速降低电导率• 除去电泳漆工作液的杂质• 加速新溶液熟化和控制工作液中的溶剂含量• 电泳漆的回收利用除杂是
电泳后清洗喷淋有泡的几点改进建议
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1255次
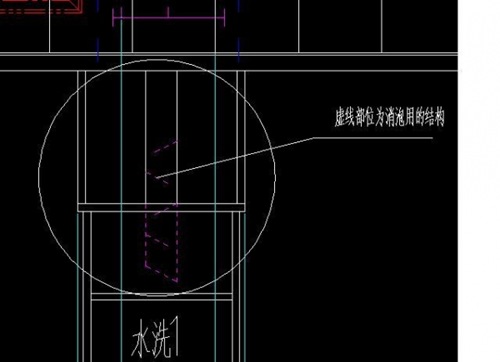
电泳后清洗喷淋有泡的几点改进建议,这里是从网上及实际制造中总结出的几点建议供大家参考: 1、如果你是指电泳槽上的0次喷漆的话,建议你选用锥形实心喷嘴,喷嘴口径总和等于泵出口口径,压力控制在0.06MPa左右; 2、如果是电泳后的喷淋槽,进议你检查一下循环泵是否有泄气; 3、喷淋柜同UF液贮槽落差不能太大,建议安装导流管; 4、泵的出口压力控制在0.09~0.12MPa; 5、检查槽内溶剂含量是否失调; 6、关注一下回收液固体份是否太高; 7、喷淋压力与
电泳后清洗喷淋有泡的几点改进建议
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1211次
电泳后清洗喷淋有泡的几点改进建议,这里是从网上及实际制造中总结出的几点建议供大家参考: 1、如果你是指电泳槽上的0次喷漆的话,建议你选用锥形实心喷嘴,喷嘴口径总和等于泵出口口径,压力控制在0.06MPa左右; 2、如果是电泳后的喷淋槽,进议你检查一下循环泵是否有泄气; 3、喷淋柜同UF液贮槽落差不能太大,建议安装导流管; 4、泵的出口压力控制在0.09~0.12MPa; 5、检查槽内溶剂含量是否失调; 6、关注一下回收液固体份是否太高; 7、喷淋压力与
行业排行
热门文章