电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳设备 - 第9页
电泳生产线车体输送方式简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1228次
电泳涂装是车身全浸没在槽液中进行,如何改变车体的输送方式和改变车体在槽液中的姿态,使车体100#表面都能泳涂上漆,一直是一难题。主要是空腔袋部上面的空气在全浸没时排不尽,形成“空气包”,涂不上漆。采用一般悬挂式输送链涂装面达90%以上,改用垂直输送方式(车体前部向下)和摆杆式输链方式〔45度进出槽)虽有所提高,但仍有未涂装面。最近开发采用的旋转浸漆(RoDip一输送方式,基本上解决了空气包问题。电泳涂装用的搬送装置与全浸式处理方式同,它是由输送链、承载车体的挂架和滑撬等构成,应能控制车体在槽内的姿势,要求链速一定且稳定、无脉动,在车体上无槽液流痕,保证有足够的强度,且重量轻。
电泳涂装设备和附带装置的功能
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1334次
电泳涂装设备以电泳槽为中心还配备多种附带装置,它们都对生产性、质量、环境和成本有影响,因此要求电泳涂装设备应具很高的功能。电泳涂装设备是投资较大、技术要求较高、结构较复杂的涂装设备。电泳涂装设备按表2-2-5所列的工艺流程可分为车体输送装置、电泳设备〔槽本体).电泳后清洗设备和烘干室。电泳槽(主槽) 存装电泳槽液,被涂物(车身〕在其中进行电泳涂装。由确保目标膜厚来决定槽容量,电泳涂装的其他一切装置都为本槽服务。确保涂膜的生成〈泳透力、膜厚分布等》分为主槽和辅槽,槽液由出槽部溢流到辅槽槽液循环搅拌系统用设置在槽底部槽液循环喷管将槽液吹出,进行槽内搅拌 保持槽内涂料均一,防止颜料的沉淀冷却发热的涂装面,
电泳生产线概述
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1433次
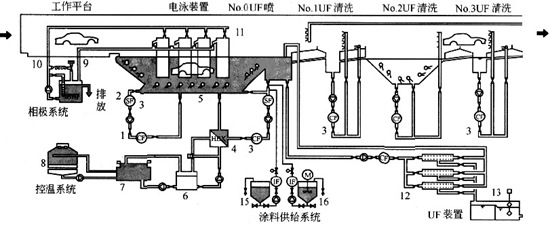
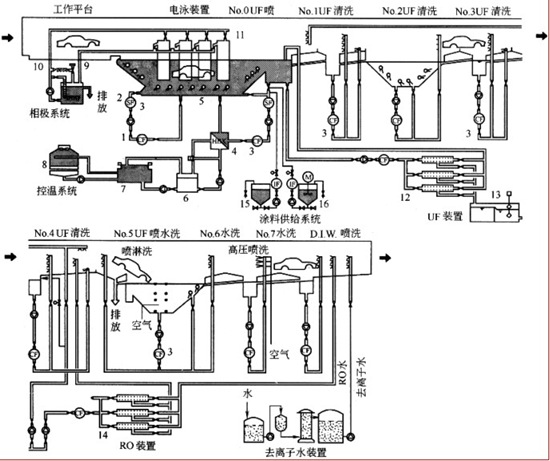
电泳生产线包括前处理,电泳,电泳后清洗(UF0液洗,UF1液洗,UF2液洗,循环纯水洗,新鲜纯水洗),吹干和烘干(涂膜固化)等工序组成。电泳生产线在设计时需要考虑:阴极电泳涂装的工艺条件(或工艺参数),它包括以下四个方面13个条件(参数)。1槽液的组成方面:固体分、灰分、MED和有机溶剂含量。2电泳条件方面:槽液温度、泳涂电压、泳涂(通电)时间。3槽液特性方面:PH值、电导。4电泳特性方面:库仑效率、最大电流值、膜厚和泳透力。电泳涂装设备以电泳槽为中心还配备多种附带装置,它们都对生产性、质量、环境和成本有影响,因此要求电泳涂装设备应具很高的功能。电泳涂装设备是投资较大、技术要求较高、结构较复杂的涂装设备。电泳涂装生产线一般由以下设备组成电
电泳生产线机械化运输装置的改进
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1182次
电泳生产线机械化运输装置的改进在机械化、自动化程度高的涂装车间,整个涂装生产线靠机械化运输链或运输机串联各道涂装工序,因此机械化运输装置是涂装车间动脉,十分重要。在10年前,对漆前磷化处理联合机和电泳涂装设备的运输链一般采用悬挂式推杆运输链(链速在2m/rain以上者适于大量流水线生产)和自制葫芦(适用于步进式批量生产)。现今发展采用一种双轨滑撬输送机这种输送机与单轨悬挂式推杆输送链相比具有以下优点:(1)消除了推杆链上的水珠和脏物落到车体上表面的可能性,提高了车体水平表面的质量。(2)爬坡角度可提高到45。,这样能较大幅度地缩短上坡和下坡的距离,因而可较大幅度地缩短设备的长度和缩小浸槽的容积,有利于电泳漆的更新,降低运转成本(3)原布置在电泳槽上
电泳阳极罩结构的改进
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1205次
电泳阳极罩结构的改进为使车身表面泳涂的漆膜厚度均匀,在电泳槽中增设底部电极和顶盖电极,且由当初的裸露电极改用圆筒形隔膜电极。圆筒形隔膜阳极无论在结构上或工艺性能上都比板式隔膜阳极先进,它能较彻底地消除在裸极或极罩支架上析出(或沉积)颗粒的现象,并且装卸、维修方便。
电泳后清洗装置的改进
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1167次
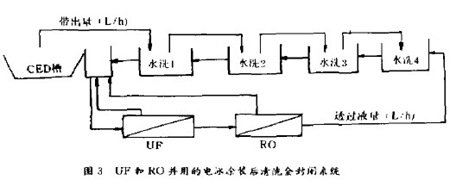
为消除电泳涂膜二次流痕,提高清洗质量和电泳漆的利用率,减少或消除排放污水,电泳后的清洗方式由8o年代初的多次喷射式清洗改用多次喷浸结合式清洗。在工业发达国家.电泳后冲洗已由单一超滤(uF)装置,改用UF+RO(反渗透)串联装置。实现电泳后清洗用水封闭循环使用,不再用纯水清洗,其流程见图3。超滤透过液一般含固体分0.5,经RO装置后透过祓的固体分可降到0.osN,完全可替代纯水,实现全封闭式电泳后清洗,其优点是:(1)无污水排放问题,不需污水处理设备;(2)进一步提高了阴极电椿漆的回收率;(3)最终水洗可不用价格高的纯水;(4)可进一步提高产品表面质量,但因RO装置昂贵及反渗透膜堵塞问题,该项新技术尚未普及。
一套电泳设备多少钱
发布 : 涂装助手 | 分类 : 电泳设备_小型电泳设备 | 评论 : 0人 | 浏览 : 2010次

一套电泳设备多少钱?这个是大家在准备上电泳设备时最选考虑到的问题. 一般来说,一套电泳设备大致可以分为手动电泳设备,半自动电泳设备,全自动电泳设备三大类,整套的电泳设备称为电泳生产线,这三类中最便宜的是手动电泳设备或称手动电泳生产线,最贵的是全自动的电泳设备(电泳生产线).手动电泳设备也分大小,小的几万元,大的十多万或几十万的也有,不过一般来说手动电泳设备上几十万的不多.半自动和全自动的电泳设备(电泳生产线)一般都在几十万以上,简单的做二三十万也可以做一条半自动的电泳生产线,不过如果要全自动的,现在市场上简单的做一条也需要六七十万,如果要求比较高,工件如果有点大的话,一般都需要几百万,一千万的调入也是常见的事.电泳线相对喷漆线来说前期的投入还是比较大的。这里
涂装车间设计手册推荐-王锡春
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1526次
今天给大家推荐一本王锡春老师的涂装车间设计手册,真的很不错哦,看了你就知道了,主要内容如下:目录绪论第1章 涂装车间(线)的工艺设计 1.1 涂装工艺设计内容 1.2 工艺设计中应树立的新观念 1.3 工艺平面布置图设计 1.3.1 平面图设计原则 1.3.2 平面布置的方式 1.3.3 工场内的物流、人流线路 1.3.4 设备平面布置的注意点 1.3.5 绘制工艺平面布置图例 1.3.6 工艺平面布置图设计的评价方法 1.4 涂装车间(线)工艺设计水平的评价 1.5 提高涂装车间(线)工艺设计水平的措施 附件1-1 涂装车间(线)设计基础资料 附件1-2 轿车车身涂装车间各
一套完整的电泳线设计图纸
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1587次

这里我给大家介绍一套我在论坛上看见的一整套完整的电泳线的图纸,相信对电泳行业的朋友有一定的帮助,图纸包括电泳槽的设计,电泳工艺图,电泳超滤的设计,喷淋系统的设计等等,不一定是设计得最好的,但肯定是我在网络上见过的设计得最完整的一套电泳生产线图纸,具有很高的学习及借鉴价值.有需要的可以去这里面载,我试过,确实可以下:http://www.haocoat.com/thread-2439-1-1.html截图如下:
电泳涂装成本核算浅析
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1982次
v\:*{behavior:url(#default#VML);}o\:*{behavior:url(#default#VML);}w\:*{behavior:url(#default#VML);}.shape{behavior:url(#default#VML);}Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4st1\:*{b
行业排行
热门文章