电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳设备 - 第11页
电泳线的输送方式-推杆悬链简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1678次

为满足连续式涂装生产现代化的需求,普通悬链的局限性,推杆悬链输送机已被大量就用于汽车车身的前处理电泳涂装中。与普通悬链相比,推杆悬链具有更多的功能,例如可实现自动转载、变节距运输、快速行走、积放储存等,减少涂装线的占地面积,使生产运输更为灵活(见图4-13)。推杆悬链输送机具有双层轨道,上层为装有牵引链条的索引轨道,下层为载荷小车行车的载荷轨道。载荷小车通过牵引链条上的推钩或推杆拨动而运行,可以从快速链转运至慢速工艺链上;将工件切换至不同的线路(如多色操作的分组、安排比较大的工件转至辅线以获得更多的处理时间或进入缓冲储存区);进行上下件的转换或释放吊具;停止某些工件的运行而不影响其他工件的运行;实现在涂装车间内不同的运行速度来满足工艺要求时间和设备长度方面的变化。推
电泳线的输送方式-普通悬链输送机简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1558次

在现代化的汽车涂装生产线中,机械化输送机是涂装生产的动脉,它能够输送工件实现涂装工艺的要求,其平衡、可靠运行对保证产量和涂层质量起着重大的作用。有很多种不同的输送机可以应用于涂装车间,特别在汽车产品的电泳涂装中,以悬挂方式输送工件的普通悬链、推杆悬链、自行电葫芦和程控行画被广泛应用。今天来介绍一下普通悬链输送机普通悬链输送机普通悬链输送系统主要由驱动装置、张紧装置、回转装置、架空轨道、牵引链条、滑架、吊具及安全装置组成,一般用于连续式生产的涂装线(见图4-11)机械厂化设计师要依据链条的拉力计算、系统的长度、驱动力、工件质量和工件水平及垂直弯轨的通过性来确定链条的型号。大型的普通悬链一般可以承受每挂具550kg的质量。可以通过使用组合挂架来提高系
电泳后UF清洗系统简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2638次
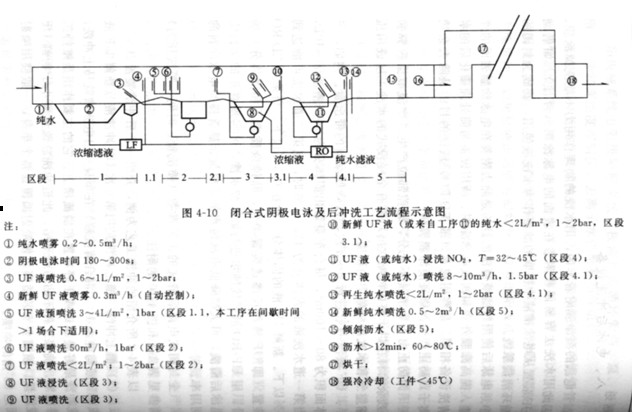
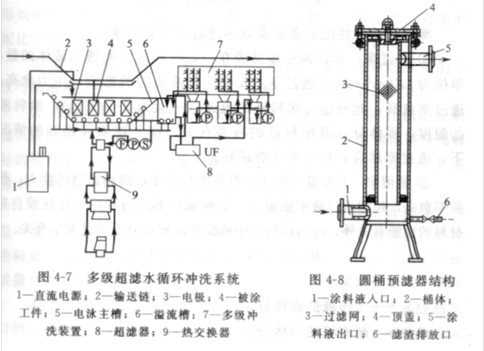
电泳的湿涂膜附着牢固,用水洗的物理作用力不能洗掉涂膜。因此用水洗法容易回收附着在表面的电泳涂料(浮漆)。如借助UF装置从电泳槽液中提取的滤液作为水洗衣液使用,就成为封闭的循环清洗系统。电泳后使用超滤清洗的目的是队去附着在电泳涂膜表面的浮漆,提高涂膜外观和回收电泳涂料。所用设备与前处理磷化后的水清洗设备相同。最终用纯水(或ED-RO)液洗的目的是除去杂质离子,防止产生污染斑痕涂膜弊病。为防止由于后清洗不充分,缝隙部位产生二次流痕涂膜弊病(残余涂料在烘干室内浓缩吹出)需有全浸没式的水洗工序或用压缩空气和水吹净缝隙中的积漆。UF液洗一般进行2~3次,以降低涂料的带出量。例如,车体面积为80~100m2,每台车身带出固体分为20%槽液7~10L,当第一道水洗
电泳涂装室功能及设计简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1225次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳设备之直流电泳电源和阳极系统简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1382次
电泳设备之直流电泳电源和阳极系统简介,直流电泳电源由整流器供给,供车身的阴极电泳的直流电源电压应能在0~400V之间可调,泳涂零部件的电压可适当低一些(0~300V)。直流电需经滤波,电压脉冲同谋不能超过平均直流电的5%,在满负荷情况下电压脉动率要小于5%。电流一般与涂装面积及涂料的库仑效率有关,电泳平均电流强度可按下式计算。式中,A——平均电流,A;S——涂装面积,m2/min;T——漆膜厚度,μm;d——漆膜密度,1.3~1.4g/cm3C——电泳涂料的库仑效率,mg/C实际电流要在此平均
电泳生产线涂料补加装置电泳设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2225次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳生产线超滤(UF)装置的设计标准
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1454次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
热喷涂技术的特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1580次
热喷涂技术在国家标准GB/T18719—2002《热喷涂术语、分类》中定义:热喷涂技术是利用热源将喷涂材料加热至溶化或半溶化状态,并以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法。热喷涂技术在普通材料的表面上,制造一个特殊的工作表面,使其达到:防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能,使其达到节约材料,节约能源的目的,我们把特殊的工作表面叫涂层,把制造涂层的工作方法叫热喷涂。热喷涂技术是表面过程技术的重要组成部分之一,约占表面工程技术的三分之一。热喷涂技术具有的优点: 1、设备轻便,可现场施工。 2、工艺灵活、操作程序少。可快捷修复,减少加工时间。 3、适应性强,一般不受工件尺寸大小及场地
常见电镀技术介绍
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1453次
电镀技术发展到今天,已经成为非常重要的现代加工技术,它早已经不仅仅是金属表面防护和装饰加工手段,尽管防护和装饰电镀仍然占电镀加工的很大比重。电镀的功能性用途则越来越广泛。尤其是在电子工业、通信和军工、航天等领域大量在采用功能性电镀技术。电镀不仅仅可以镀出漂亮的金属镀层,还可以镀出各种二元合金、三元合金乃至于四元合金;还可以制作复合镀层、纳米材料;可以在金属材料上电镀,也可以在非金属材料上电镀。这些技术的工业化是和电镀添加剂技术、电镀新材料技术在电镀液配方技术中的应用分不开的。1.无氰碱性亮铜 在铜合金上一步完成预镀与加厚,镀层厚度可达10μm以上,亮度如酸性亮铜镀层,若进行发黑处理可达漆黑效果,已在1万升槽正常运行两年。2.无氰光亮镀银
电泳设备的温度控制系统热交换器的设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1290次
电泳涂装要求槽液温度维持在一定值上,波支范围为±1℃,在正常生产状态下,经常是需要对槽液进行冷却。引起槽液温度上升的因素主要有电泳电流产生的热量,被涂物带入的热量,机械搅拌的能量转换及周围环境影响等几个方面,其中主要是电泳电流产生的热量大。整个调温系统由热交换器、泵及冷温水系统管路、温水加热器、冷水槽、冷却塔及温度控制器、调节阀等组成,如厂房温度能保证在10℃以上时,温水加热可不考虑。对标准的阴极电泳(薄膜型)系统,冷却系统要具有在满负荷生产情部下,保持漆液在(15±1)℃的能力,一般的工作温度是27~28℃。对厚膜电泳来说,冷却装置具有在满负荷生产情部下,保持漆液在(27±1)℃的能力,一般工作温度是29~35℃。预计将来
行业排行
热门文章