电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳设备 - 第12页
日本的电泳槽液逆向流循环方式
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1407次
.jpg)
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
常规的电泳槽循环过滤装置和过滤系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1519次
.jpg)
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳槽及电泳副槽工能简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1991次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
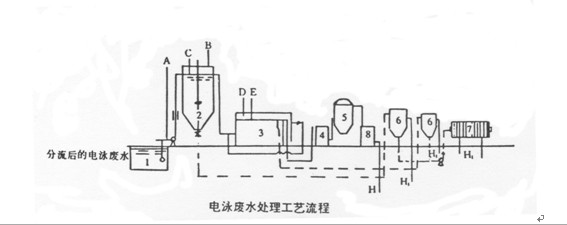
阴极电泳涂装的污水如何处理?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1390次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳后清洗设备应具备8个条件
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1193次
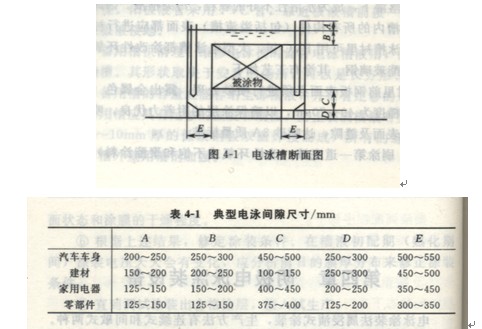
电泳后清洗设备应具备哪些条件?电泳后清洗的目的及其工序组成已在问答32中作了描述。本题主要是其要求,如何设计 和选用后清洗设备。设计和选用电泳后清洗设备应考虑以下原则(条件):(1)根据被涂物的结构及对涂膜装饰性要求选择清洗道数和方式。象汽车车身那样复杂的 被涂物则需选用6道工序以上的喷、浸结合式的清洗工艺;结构较简单,无内腔结构,不会产生 二次流痕的点焊缝的被涂物可仅选用喷式清洗工艺。对涂膜装饰性要求较低的被涂物(如汽车 车下部件等),则可清洗1—2次.(2)清洗时间:在槽上(含溢流槽)清洗。工件出槽就马上冲洗,保持工件湿润,不使表面沾. 污和干结。喷洗时间10—30s(达到置换清洗液)即可;浸洗时间:浸入即出,在槽上的输送链的’水平段上不要求过长。.
阳极液系统的功能及结构是什么?如何检控
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2217次
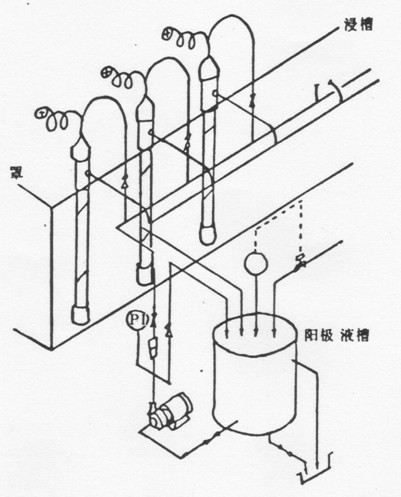
阳极液系统的功能及结构是什么?如何检控? 在阴极电泳过程中在阳极区不断产生有机酸(见下式),如果不及时除去,进入槽液。H+十CH3COO—或HCOO—→CH3COOH或HCOOH使pH值下降,影响工艺参数pH值的稳定,影响泳透力及涂膜性能。再溶解性增大。除去槽液中的游离酸的办法有两种:添加未中和或部分中和的阴极电泳涂料和采用阳极隔膜系统.一般常用阳极隔膜系统法,尤其是在大型的阴极电泳涂装线上.阳极隔膜系统法是将阳极封闭在可冲洗的阳极罩中.极罩由不导电材料制成,敞开面(板式电极罩朝向被涂物的一面,管式电极四周都可算敞开面)装有离子选择性的隔膜。所有极罩要求密封良好,使用前必须做渗漏试验,在投槽时极罩中必须装有去离子水,以防隔膜破裂。阳极液系统是由阳极隔膜系统、极液
8大条件电泳后清洗设备应具备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1189次
电泳后清洗设备应具备哪些条件?电泳后清洗的目的及其工序组成已在问答32中作了描述。本题主要是其要求,如何设计 和选用后清洗设备。设计和选用电泳后清洗设备应考虑以下原则(条件):(1)根据被涂物的结构及对涂膜装饰性要求选择清洗道数和方式。象汽车车身那样复杂的 被涂物则需选用6道工序以上的喷、浸结合式的清洗工艺;结构较简单,无内腔结构,不会产生 二次流痕的点焊缝的被涂物可仅选用喷式清洗工艺。对涂膜装饰性要求较低的被涂物(如汽车 车下部件等),则可清洗1—2次.(2)清洗时间:在槽上(含溢流槽)清洗。工件出槽就马上冲洗,保持工件湿润,不使表面沾. 污和干结。喷洗时间10—30s(达到置换清洗液)即可;浸洗时间:浸入即出,在槽上的输送链的’水平段上不要求过长。.
阴极电泳涂装设备直流电源如何选用?供电方式如何选用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1439次
直流电源由整流器供给,供车身的阴极电泳的直流电源电压应能在0—500伏之间可调,泳涂零部件的电压可适当低一些(0—400伏)。直流电要经滤波.电压脉冲幅度不能超过平均直流电压的5%,在满负荷情况下电压脉动率要小于5%电流一般与涂装面积及涂料的库仑效率有关,电泳平均电流强度可按下式计算: A=S*T*d×103C*60 式中:A为平均电流(A) d 为漆膜比重1.3—1.4g/cm3S为涂装面积(m2/min) C为电泳涂料的库仑效率(mg/c)T为漆膜厚度(um)实际电流要在此平均电流基础上乘个系数K。一般对于连续式电泳涂装K为1.5—2;步进式全浸没通电,软起动K
槽液温度如何控制(冷却)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1346次
槽液温度如何控制(冷却)?调温装置如何设计(选用)为保证泳涂质量,要求将槽液温度控制在土1℃范围内,在正常生产状态下是对槽液进行 冷却。在电泳涂装过程中由于电泳电流产生的热量,泵机械搅拌的机械能转换成的热能,被涂 物带入的热量和周围环境温度的影响,一般槽液的温度处于上升状态,控制温度需进行冷却.一般阴极电泳涂装槽液的工作温度是27—28℃,要求冷却系统具有在满负荷生产情况下保持槽液温度为15℃的能力.有些厚膜阴极电泳涂料要求槽液温度高些,29—35℃,这样冷却系统在满负荷生产情况下具有保持槽液温度为27土1℃的能力即可.从发展趋势来看,由于工作温度的提高,冷却负荷可进一步减少槽液温度控制:冷却用7—10℃的冷水,加热用40、45℃的温水.整个调整系统由热交换 器、泵
电泳槽用什么材料制作中英对照版
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1424次
电泳槽用什么材料制作中英对照版MaterialsofConstruction 建槽材料DipTanks 浸槽Thediptankshouldbeconstructedof3/8inch(9.5cm.)mildsteelwithdoubleweldedseams.Allweldsshouldbegroundsmoothandbefreefrompits.浸槽应由3/8英寸(9.5cm)厚的低碳钢板用双面焊接构成,所有焊缝要平滑无砂眼,槽子必须喷砂处理至露出底金属,在涂衬里之前应无锈。TankEnclosure 槽的间壁室Thetankenc
行业排行
热门文章