电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第11页
孔隙率的测定
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1494次
镀层的孔隙是指镀层表面直至基体金属的细小孔道。镀层孔隙率反映了镀层表面的致密程度,孔隙率大小直接影响防护镀层的防护能力(主要是阴极性镀层)。作为特殊性能要求的镀层(如防渗碳、氮化等),孔隙率测量也极为重要,它是衡量镀层质量的重要指标。国家标准GB5935规定了测定镀层孔隙的方法有贴滤纸法、涂膏法、浸渍法、阳极电介测镀层孔隙率法、气相试验法等。电镀专业最新国家标准中,孔隙率试验的标准为:GB/Tl7721—1999金属覆盖层孔隙率试验:铁试剂试验,GB/Tl8179--2000金属覆盖层孔隙率试验:潮湿硫(硫化)试验。一、贴滤纸法将浸有测试溶液的润湿滤纸贴于经预处理的被测试样表面,滤纸上的相应试液渗入镀层孔隙中与中间镀层或基体金属作用,生成具有特征颜色的斑点
电镀层厚度的测量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1558次
电镀层的厚度是衡量镀层质量的重要指标。它在很大程度上影响着产品的可靠性和使用寿命。镀层厚度检验方法有破坏法和非破坏检测法两大类。属于破坏检测法的有点滴法、液流法、溶解法、电量法(库仑法)和金相显微法等多种;属于非破坏检测法的有磁性法、涡流法、β射线反向散射法和光学显微镜法等。采用以上方法测量的镀层厚度,除溶解法等是镀层的平均厚度外,其余多数是镀层的局部厚度。因此,测量时至少应在有代表性部位测量三个以上厚度,计算其平均值作为测量厚度的结果。一、计时液流法计时液流法工作原理是零件上的局部镀层,在一定速度的细流状试液作用下被溶解,镀层厚度是根据被检验部分镀层溶解完毕所消耗的时间来计算。镀层溶解完毕的终点,可由肉眼直接观察金属特征颜色的变化或借助于特定终点指示装
镀层结合强度定量检测方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1973次
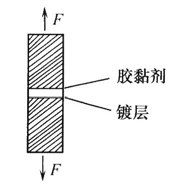
1.胶黏剂拉伸剥离试验试验方法原理如图l0—1—4所示。准备两个与镀件基体相同的圆柱形试件,试件的直径30mm左右,长l00mm左右,试件一端的端面一定要磨光滑平整。取其一个试件,圆柱面用绝缘漆绝缘,在光滑平整的端面电镀。镀好后用粘接强度好的环氧树脂胶黏剂与另一试件的平滑端面粘接,待胶黏剂固化好后,放在拉力试验机上进行拉伸试验。直至两个试件分开,如果是在胶黏剂与镀层处分开说明镀层的结合强度大于胶黏剂的抗拉强度,如果在镀层和基体处分开,记录拉力值F,镀层的结合强度可按下式计算。P=F/S式中:P为镀层结合强度(N/mm2);F为镀层与基体剥离所需要的力(N);S为镀层与基体结合的面积(mm2)。2.塑料基体电镀层剥离试验一般取试样为75mm×100mm的塑
镀层的结合力定性检测方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 4738次

镀层结合力是指镀层与基体金属或中间镀层的结合强度,即单位表面积的镀层从基体金属或中间镀层上剥离所需要的力。镀层结合力不好,多数原因是镀前处理不良所致。此外,镀液成分和工艺规范不当或基体金属与镀层金属的热膨胀系数悬殊,均对镀层结合力有明显影响。GB/T5270--200X((金属基体上的覆盖层(电沉积层和化学沉积层)附着强度试验方法》规定了测试方法。评定镀层与基体金属结合力的方法很多,但大多为定性方法,定量测试方法由于诸多困难,仅在试验研究中应用。通常用于车间检验的定性测量方法,是以镀层金属和基体金属的物理-力学性能的不同为基础,即当试样经受不均匀变形、热应力或外力的直接作用后,检查镀层是否有结合不良现象。具体方法可根据镀种和镀件选定。定性检测方法1.弯曲试验
电镀设备干燥箱与机械化干燥室
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1185次
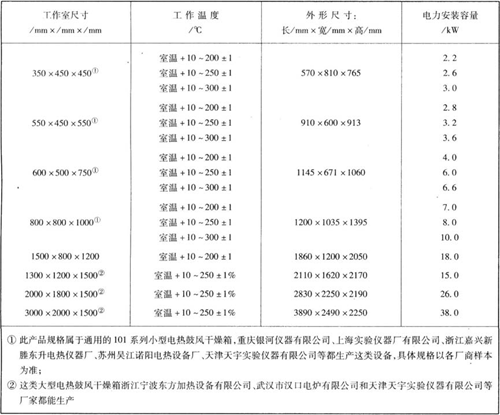
干燥箱在电镀工厂主要用于烘干工件清洗后表面的残留水分、除氢处理以及实验室里供溶液化验过程烘干与焙烧等加热使用。电热鼓风干燥箱是电镀工厂常用的干燥设备。因为它温度控制准确,操作使用方便,没有噪声、清洁卫生,一般都乐于采用。电热鼓风干燥箱的生产厂商很多,可根据各厂产品样本按需要选购常用的一些电热鼓风干燥箱主要技术规格电镀工件烘干用的干燥箱主体结构都大同小异,只是热源不同引起一些变化。热风循环对电镀工件干燥箱是必备的功能。它是利用循环通风机使工作箱的热空气强制循环对流,以利于各部位温度均匀、改善热交换条件和加速工件表面水分的蒸发。干燥室还必须设计换气系统,及时排放一定比例的潮湿空气和吸人新鲜干燥空气,使工件表面与周围环境保持一定的湿度差距。工作温度能够达到250%的电热鼓
电镀设备热风干燥槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1462次
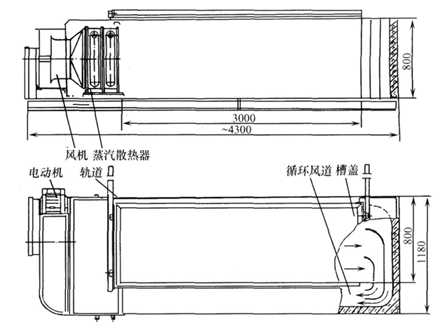
干燥槽一般用于电镀零件经最后水洗后进行强制干燥,干燥温度一般在60℃~70℃。对于不能采用离心干燥的零件,多采用干燥槽进行烘干。在吊镀生产线上,通常将挂具和零件同时送入干燥槽进行烘干,然后卸T挂具送去检验。干燥槽有三种结构形式,一种是在钢槽内侧壁和底部三面设蒸汽排管,利用自然对流加热干燥;另一种是在钢槽内两侧壁设置管状电热元件。这两种方式的优点是结构简单,缺点是温度不高,生产率低。对于手工操作的小型带盖干燥槽,可用这种结构。第三种是热风循环干燥槽,在槽外设置蒸汽散热器,由循环风机将空气鼓入散热器加热后再进入槽内,从槽的另一端经导风板、风管又回到风机,再送人散热器和槽内,循环加热,因此空气温度较高,干燥效率也较高。应当指出,干燥槽如果没有槽盖,不仅热量损失大,效率低,而且往往温度升不高。在
电泳设备离心干燥机
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1170次
离心干燥机一般由可取出的盛装工件的料篮、支持料篮并带动其旋转脱水的转鼓、驱动和制动机构、机盖、外筒和机座等组成。大部分离心干燥机的机盖都带有电加热器,利用转鼓旋转产生的热风加速工件干燥。采用离心干燥机甩干扁平工件(如垫圈等)及碗状工件时,应中途停车反复启动几次,防止工件粘贴夹带水分,造成干燥不均。生产离心干燥机的厂家很多,型号和外形各异,但规格尺寸都大同小异。
贵金属电解回收设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1443次
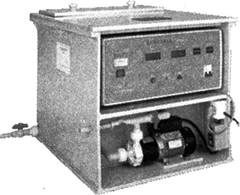
电镀工件清洗所带出的金、银等贵重金属离子进入回收槽后,回收槽液浓度将不断增高,为了保持较低的回收液浓度,必须从回收液中提取金属金或银,以防止从回收槽液带人清洗槽,造成贵金属流失。贵金属电镀清洗水中的金属离子,过去多采用化学方法回收和离子交换法回收,由于操作麻烦,现在除镀镍清洗水的回收仍采用离子交换法外,金、银回收已渐渐地被电解法代替。采用电解方法可以直接析出金或银,摈弃了繁琐的化学操作,因而受到众多厂家欢迎。现在一些电镀设备厂和电源设备厂普遍生产销售的贵金属回收机,一般采用直流电源和旋转电镀头及底部电解储液箱组合而成,它是在旋转电镀头下端装上一个球形阴极网,浸入电解贮液箱内的回收液后,球形阴极网接通直流电源并匀速旋转,连续进行电解回收。这类回收设备结构简单,生产成本较低,储液箱容积
电镀设备过滤用的过滤介质
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1178次
过滤机的过滤介质也称滤芯,是决定过滤溶液洁净程度(过滤精度)的主要因素。根据我国筒式过滤机产品技术标准(CBJ77005--89)对过滤介质品种和精度的规定,其品种应包括线绕滤芯(又叫蜂房式滤芯)、纸质滤芯(筒式或叠片式滤芯)、微孔塑料滤芯(聚丙烯熔喷滤芯或聚乙烯塑料烧结滤芯)、布质滤芯(杨桃袋式或叠片式滤芯)、陶瓷烧结滤芯和金属纤维滤芯等6个系列;过滤精度分为0.1μm、0.3μm、0.5μm、1μm、5μm、10μm、15μm、20μm、30μm、50μm、75μm和l00μm等l2个等级。目前,由于加工比较复杂,价格较高,金属纤维滤芯尚未在电镀溶液过滤中使用。线绕滤芯是电镀溶液过滤普遍使用的一种过滤介质。它是将纤维纱线精密缠绕在多孔的骨架上,严格控制缠绕密度和滤孔形状而制成的不同
电镀溶液过滤设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1307次
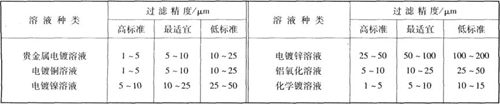
电镀溶液过滤设备溶液过滤是保证电镀产品质量的重要措施之一。为了清除槽液中的悬浮物质或是吸附有机添加剂的分解产物以及除油槽液中的飘浮油粒,有时还要连续循环回收清洗液中的贵重金属,必须采用不同类型的溶液过滤、过滤吸附及连续循环回收等设备,对槽液经常性地进行处理和维护。电镀溶液过滤主要使用筒式过滤机。根据筒式过滤机产品技术标准(CBJ77005--89)对这类过滤机品种、规格和过滤精度的规定,其品种应包括线绕滤芯(又叫蜂房式滤芯)、纸质滤芯(筒式或叠片式滤芯)、微孔塑料滤芯(聚丙烯熔喷滤芯或聚乙烯塑料烧结滤芯)、布质滤芯(杨桃袋式或叠片式滤芯)、陶瓷烧结滤芯和金属纤维滤芯等6个系列;过滤能力为1m3/h、3m3/h、5m3/h、6m3/h、.8m3/h、lOm3/h、12m3/h、
行业排行
热门文章