电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第13页
垂直升降式环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1335次
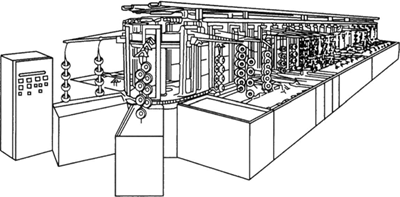
垂直升降式电镀自动线升降行程较大,且呈直线上升,适用于较长的较宽的挂具挂镀或卧式滚筒滚镀各种零件。自动线上每一个吊杆是按节拍运行的,每个节拍水平移动一段规定距离,定点升降,跨越槽沿,镀件被带着循序前进,完成一个循环,镀件各工序就全部结束。自动线的传动分为水平运动驱动和垂直升降驱动两个部分。传动方式分为机械式与液压式两种。机械驱动装置结构轻巧,适宜于轻型自动线,而全液压驱动的自动线工作比较稳定可靠,适用于较重负荷。垂直升降式环形电镀自动线这种结构虽制造要求高,但可减少工作油量,还可以保证活塞刚性好。现在较普遍使用的是桥架升降式液压传动机构。液压传动的优点是比较平稳,结构简单。由于环形自动线的一个节拍中,只有上升、移动、下降、延时这几个动作,所以自动控制的仪器也比较简单。由于环形自
镀槽的排列及长度
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1238次
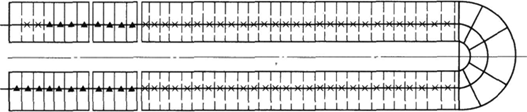
(1)镀槽的排列在环形电镀自动线中,镀槽的排列,完全按照工艺流程排成U形,图8—34所示为工艺槽的平面布置。开口端是装卸工件的工位,挂具沿环形中心线间歇向前推进,需要跨越镀槽的吊臂在槽内末端工位首先提升,向前推进一个工位间距后再进行下降,完成跨槽动作。在镀槽内同时有多个工位时,可按生产节拍每次向前推进一个间距,直到下一个跨槽动作。环形挂镀自动线工艺槽平面布置(2)镀槽的长度镀槽的长度视处理的时间而定,如清洗槽、回收槽等,镀件在该槽中处理过程比较快,所以镀槽的长度最短,只要能容纳一个挂具多一些即可,一般为500mmi若镀件在除油、电镀槽中处理时间较长,则其镀槽就应长一些。因此,在环形电镀自动线中,镀槽的排列和长度,都是根据工艺规范而定的。即先把工艺顺序和处理时间决定后
环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1329次

环形电镀自动线的工艺槽的排列方式呈U形,由许多宽度基本相同而长度不同的固定槽、推动挂具水平前进和定点升降的机械装置、自动控制仪器等组成。它能使挂具带着镀件按节拍有规律地进行下降、延时、上升、前进等动作,它可以自动联合完成包括除油、酸洗、清洗、电镀等数十道工序。环形电镀自动线按用途可分为挂镀和滚镀自动线,按升降机构运动形式可分为垂直升降式和摆动升降式。凡需要电镀的同类零件,批量相当大,年产量超过30000m2时,可考虑采用环形电镀自动线。目前它已广泛应用于汽车和自行车零件的电镀生产。环形电镀自动线与直线式电镀自动线相比,其优点是:生产效率高,适用于大批量零件的生产;辅助槽利用率高;自动控制系统比较简单。其缺点是:制造费用高;占地面积较大;机械结构的要求高;只适用于中型
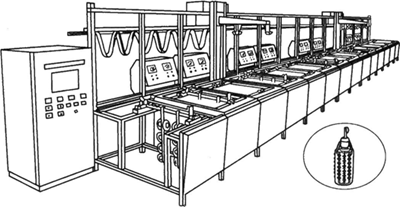
直线式滚镀自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1303次

门式和悬臂式行车自动线不仅适用于挂镀,也同样适用于滚镀,只是滚镀自动线的镀槽长度一般比较小。所用行车结构只要与槽体尺寸和各滚筒吊重(包括带出溶液重)相适应即可。有的滚镀自动线要求滚筒提升后能继续旋转(从排出零件带出液和镀锌钝化后均匀暴露空气中等因素考虑),在行车车架上还附有滚筒驱动机构。当滚筒提升到上限高度时,其旋转齿轮与行车上的驱动齿轮相啮合,使滚筒在镀槽上方旋转,残液可滴落槽中,减少带入清洗水中的溶液量,节约污水处理费用。清洗后的电镀件经过提升旋转,可以清除复杂零件内的留存水分,经离心脱水干燥后,不致残留水迹。滚镀自动线的镀槽上安装有滚筒驱动装置,在装料和卸料位置,有的还装有自动装料和卸料装置。滚筒驱动装置分为单槽独立驱动和多槽联合驱动两种方式。单槽独立驱动是在每一个需要滚
悬臂式行车直线式自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1280次
悬臂式直线自动电镀生产线。它的轨道一般固定在镀槽后面的支架上,分为上下两条,分别承受行车及零件的重力和平衡悬臂结构的力矩。这种自动线不与建筑物发生关系,因此,可安装在厂房内的任何地点。控制元件安装在轨道后面,离槽较远,且便于维修,是一种比较小巧的自动线。悬臂式行车直线式自动生产线由于悬臂行车结构上的不对称性,考虑到运行时平稳性和结构轻便性,一般设计的载重为150kg以下,悬臂也较短(1.2m左右),所采用的槽宽度不大(1.2m以下),运行速度和升降速度均在10m/min以下。这种自动线适用于仪表和电子元件工厂等小型零件较多的电镀车间。
门式行车自动生产线控制系统
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1434次

自动电镀机的控制系统由手动控制(简称手控)系统及程序自动控制系统(简称程控系统)两部分组成。在调试、检修、事故处理及吊运阴极杆等工作时用手控系统,自动线正常生产时用程控。手控与程控都设计在控制线路中,并且互锁。控制台可安装在自动线操作面的行车侧架下方,也可以设在便于观察及操作的地方或者设立单独的控制室。从电气设备的防腐及改善工人的工作环境来看,设立单独的控制室较为合适。程控是按照电镀工艺的要求,预先编制好一定的程序,然后程控系统按照所编制的程序,自动指挥行车上的电动机使其正转或反转,从而在完成某个指定动作后,由检测元件发出一个反馈信号,使程序转入下一个动作。这样装有零件的阴极杆或滚筒,按照电镀工艺顺序及各镀种规定的电镀时间通过各个工艺槽,完成全部过程。虽然程控装置的种类较多,但
门式行车自动生产线镀槽的布置及尺寸
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1228次
直线式自动电镀机中镀槽的布置顺序及尺寸的计算是设计制作过程中的重要环节,对提高自动线产量有着重要意义。1)镀槽布置直线式自动电镀线,由于行车的运行轨道为直线,因此,镀槽必须沿轨道呈直线布置,以使行车在镀槽上完成工序间的吊运工作。根据车间平面布置及工艺流程情况,镀槽可分为单行和双行两种布置方式。单行布置可以在自动线同一端装卸料;也可以在两端装卸料。在一端装卸料的方式可由一组工人同时兼管装卸料,在操作不太繁忙或零件运输路线比较合理的情况下采用较多。当厂房的布置适合于一端装料另一端卸料,并且生产任务较重,一组工人不能同时兼管装卸工作而适宜分开操作时,采用两端装卸布置较为合适。当厂房长度方向受到限制,而自动线总长度较大时,还可以布置成双行直线方式。采用门式行车时
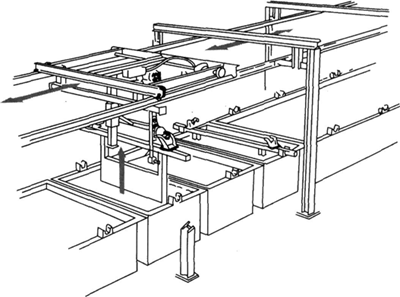
门式行车自动生产线的水平运行及升降传动方式
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1189次
行车的平移运行多采用链传动系统将减速器输出轴的动力传送给水平运行轴,平移动作是依靠两个主动水平运行轮与轨道顶面的摩擦来实现的。主动水平轮采用聚氨酯橡胶轮,耐磨、抗振、噪声低。对于高速运行的行车,由于摩擦传动的停位精度不易保证,所以不少厂家采用链轮与轨道旁边的链条啮合来传递平移运动。这时,所有的水平运行轮都是被动轮,只起承担行车重力的作用。行车的升降结构的传动,在原有的链条拖动的基础上,开始采用尼龙片基增强纤维带拖动,使吊起工件时实现先慢后快,下降时先快后慢的软着陆运动状态。增强纤维带传动利用顶部的卷筒使吊钩上升,而下降则利用自重自然下垂。不仅简化了行车的机械结构,也减少了传动件的受腐蚀程度,提高了行车的使用寿命。
门式行车自动生产线的吊钩
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1135次
目前使用的吊钩,在吊钩数量、导轨布置和吊钩钩体结构等方面都有很大差别,各有其特点。1)吊钩数量国内应用的门式行车,按吊钩数量可分为单钩(一对吊钩)和双钩(两对吊钩)两种。单钩行车只能一次完成装料或卸料一种工作,因此,行车有往返的空程或多工位槽中需要设空工位,增加了辅助时间,镀槽也不能充分利用。而双钩行车则可同时进行装料和卸料,行车没有往返空程,前一组吊钩先将槽内已有的零件吊出,后一组吊钩即可将事先随行车吊来的零件立即装入镀槽。因此,镀槽和行车的利用率均大大提高,行车的自动控制程序也容易灵活安排。所以大多数工厂使用的自动线均采用双钩行车。对装筐生产和滚镀滚筒的调运工作,由于吊运物宽度或直径较大。采用双钩结构会使吊钩外形尺寸过大,而且镀槽处理时间较长,只要不严重影响镀槽及行车的利用
门式行车自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1315次
门式行车自动生产线采用门式行车来吊运电镀零件。电镀各工序所需要的各种镀槽平行布置成一条直线或多条直线,行车沿轨道作直线运动,利用行车上的一对或两对升降吊钩吊运,使自动线按要求程序完成加工任务。门式行车是国内使用最为广泛的电镀自动行车。这种行车利用对称的两个升降吊钩平衡提升槽内阴极导电杆,传动较平稳,提升力较大,车体刚性较好,行车轨道布置在行车两侧,运行过程中比较平稳,特别适于吊运大型工件。目前应用这种行车的镀槽其宽度(自动线宽度方向)一般在1500~2500mm范围内,吊重设计为500kg以上。吊钩升降速度一般设计在8~12m/min范围内。速度过低会影响自动线产量,速度过高极杆或滚筒就位时的冲击较大,溶液易溅出,零件也易漂落。为了使零件离开电镀槽时带出的溶液较少,挂具在电镀槽上被提升后可延
行业排行
热门文章