电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第14页
直线式电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1264次
直线式电镀自动线是把各工艺槽排成一条直线,在它的上空用带有特殊吊钩的电动行车来传送挂有工件的极杆或滚筒。其传送运动可自动控制,也可手动控制。按电镀方式可分为挂镀自动线和滚镀自动线。按行车的车体结构类型可分为门式、悬臂式和其他特殊形式。凡同类型镀件采用多层镀层结构,年产量在l0000m2以上者,选用直线式电镀自动线是比较经济合理的。某些小零件年产量虽然没这么多,但数量较多,生产又连续不断,选用小型直线式电镀自动线,也是适当的。直线式电镀自动线具有机械结构简单、造价较低、建造方便、投产较快、行车不占用地面等优点。其缺点是辅助槽的利用率较低,行车的单元动作比环形自动线多,自动控制设备比较复杂。
电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1263次
电镀自动线是按一定的电镀工艺过程要求,将有关镀槽、镀件提升运转装置、电气控制装置、电源设备、过滤设备、检测仪器、加热与冷却装置、滚筒驱动装置、空气搅拌设备及线上污染控制设施等组合为一体的总称。与手工操作的电镀生产线相比,可以大幅度提高产量,稳定产品质量,降低劳动强度,提高劳动生产率,简化生产管理,缩小占地面积,改善车间环境,减少有害气体,使车间整齐美观,从而创造良好的工作环境。电镀自动线一般按其结构特点、镀件装挂方式和镀层种类来分类。按结构特点可分为直线式(程控行车式)自动线和环形(椭圆形、U形)自动线;按镀件装挂方式可分为挂镀自动线、滚镀自动线和带(线)材连续自动线等;按镀层种类可分为镀锌、铜镍铬和铝氧化等自动线。选用电镀自动线的结构类型时,必须考虑生产规模、设备投资可能性、
电镀槽液的水套加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1261次
用水套加热的槽子结构比较复杂,热效率不高,多用于钢槽衬铅的槽子。在个别情况下,温度不高的槽子也可用软聚氯乙烯塑料槽用水套加温(如氢氟酸、硝酸混合溶液槽可用软聚氯乙烯塑料槽套衬在框架中或多孔的钢槽中,再用蛇形管在水套内加热);此外,耐酸陶瓷槽或钢槽贴衬玻璃钢也有用水套加热的。水套可用蒸汽蛇形管或蒸汽喷管加热。当用蒸汽喷管加热时,蒸汽压力应用减压阀减至0.07MPa。水套上部应有溢流口,其溢水管径应比冷水进入管径大一倍。用蛇形管在水套内加热溶液时,蛇形管所需长度可近似地按高温溶液槽计算,并适当增大传热面积。
槽液的蒸汽加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1681次
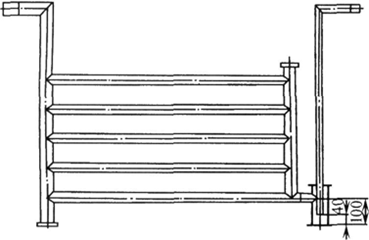
电镀车问蒸汽压力常用0.2MPa~0.3MPa。加热的主要形式有蒸汽加热管加热及水套加热两种;蒸汽加热管加热又可用排管加热和用蛇形管加热。蒸汽加热排管设有水封,凝结水易排出,加热效率较高。对于铅合金及钛加热管,最好是用蛇形管的结构形式,以减少焊缝。当用铅锑合金蛇形管加热时,蒸汽压力不应超过0.25MPa。蒸汽加热排管1.蒸汽消耗量的计算蒸汽消耗量按下式计算蒸汽加热蛇形管式中:G为蒸汽消耗量(kg/h);Q为溶液升温或热水槽工作时所需的热量(kJ/h);r为蒸汽的潜热:当蒸汽压力P=0.3MPa时,r=2164kJ/kg;当蒸汽压力P=0.2MPa时,r=2135kJ/kg。2.蒸汽加热管的计算蒸汽加热管所需传热面积按下式计算
电镀槽液加热量计数方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1258次
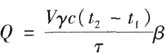
建设在有集中供热设施的大中城市工业区或电镀工业园区的工厂,镀槽溶液加热通常是用蒸汽,分散建设的规模较小的工厂或小镀槽采用蒸汽不便时,可用电加热。燃油和燃气加热方式一般有两种使用情况:一种是采用小型燃油和燃气锅炉,为镀槽提供蒸汽加热;另一种是直接用燃烧器对槽底加热或利用燃烧产生的热风加热和烘干工件,在供电不正常的地带多用作干燥室的热源。燃油和燃气的燃烧器在市场销售的商品品牌很多,使用较多的主要还是国外进口的产品,各电镀设备厂商都是将燃烧器与干燥设备装配完好后出厂。一、加热溶液所需的热量加热溶液所需的热量,应能满足在预定的升温时间内将溶液从室温升到工作温度,中小型(3000L以下)槽子,升温时间可取1h~3.5h,小槽可取小值。加热溶液所需的热量分为两种情况:一种是从室温升到工作温
电镀浸油槽的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1345次
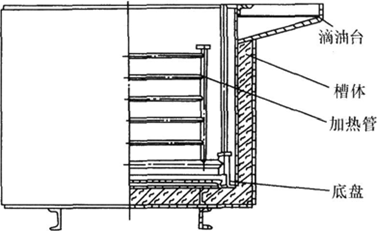
浸油槽用于发蓝和磷化后作补充处理,把氧化膜松孔填满。也可用于油封。其工作温度一般为105℃~ll5℃。浸油槽的结构型式与发蓝槽相似,由槽体、加热器及活动底盘组成(见图l2—2—18),均由普通钢板焊接而成。加热方式有两种:一种是用蒸汽加热管加热,结构简单,操作安全,加热管由无缝钢管制成;另一种是用电加热,此时宜选用油用管状电加热元件,也可在内槽底下用电热板作外热式加热。电加热有可能使油过热甚至着火,应采用温度自动控制装置。当车间蒸汽压力低于0.2MPa时,宜用电加热。电加热浸油槽的电功率可近似地按每l00L油3kW~4kW计算。 零件浸油后,需有一个滴油过程,为此浸油槽的端部或槽内应有一个滴油台。二十、除氢油槽除氢油槽用于某些零件镀铬后去氢。其结构型式和发蓝槽相似,一
发蓝槽(钢铁氧化槽)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1344次
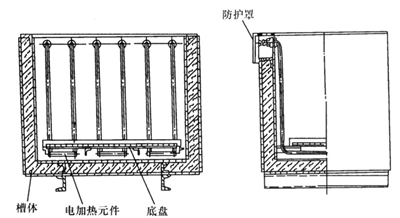
发蓝槽由槽体、加热器及底盘组成,其工作温度一般在130℃~150℃之间。对于常温发黑槽,属于酸性氧化溶液,可采用不带加热器的硬聚氯乙烯塑料槽或陶瓷槽。发蓝槽(钢铁氧化槽)内槽由钢板焊接而成,外壁由薄钢板焊成,保温层厚度约50mm~80mm。为了便于捞取落入槽中的零件,槽底部设1个~2个用型钢和铁丝网制的活动底盘。溶液用电加热,分为内热式和外热式两种:内热式是在槽内安装适当功率的管状电加热元件;外热式是在内槽底下设置抽屉式或其他型式的电加热器。后者的优点是便于自制加热器,但效率不如内热式高,加热器寿命较短,结构较复杂。若车间的蒸汽压力能达0.59MPa,也可用蒸汽加热,其加热管用无缝钢管制成。如果车间有煤气,亦可用大气式煤气燃烧器加热。加热溶液的电功率,可近似地按每100L
电镀线磷化槽工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1273次
磷化槽按工作温度区分为常温磷化槽、中温磷化槽及高温磷化槽。常温磷化槽与常温酸浸蚀槽相同。中温及高温磷化槽由槽体及加热管组成,当工作温度高于90℃时,槽体宜设50mm厚度的矿渣棉或其他材料保温层。磷化槽的材料,对于磷酸锰铁盐磷化溶液,加热管最好用1Crl8Ni9Ti不锈钢管,以便去除沉积物(用钛管作加热管也容易去除沉积物),其次也可用紫铜管,不宜用普通钢管,因其沉积物难以清除而往往敲坏加热管;槽体可用钢槽衬不锈钢或衬玻璃钢,也可用碳钢但不易清除沉积物。对于溶液配方为氧化锌、磷酸和硝酸类型的磷化槽,其加热管及衬里材料应用不锈钢制造。
电镀溶液成分的控制
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1204次
通常,电镀溶液发生故障时,需要进行化学分析与电化学试验。实践表明,一个科学管理完善的工厂或车间,必须具有防范故障发生的监控能力与电化学试验能力。因此,每个电镀厂或车间均应具备分析监控电镀溶液中最主要的镀液成分的条件。镀液分析应注意的几个问题:!注意获取理想数据化验的目的不仅是为了分析电镀故障,还应获取理想数据,使心中有数。如何获取理想数据呢?那就是在生产过程中,当镀液表现出某些性能(如深镀能力等)特别优良时,立即取样化验,把所得数据保留下来,不能认为只要控制在书本或资料上介绍的规定范围内就可以了,一般来说,即使采用与资料相同的配方,但因设备条件、所用化工原料质量不同,电镀种类不同,所处地理环境不同,实际中的工艺控制数据与原配方的工艺控制数据往往会有出入。书本、资料或兄弟厂提供的
电镀现场应用技术
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1151次
加强现场应用技术和技术管理是工业管理中的重要环节,这是提高产品质量的一项重要措施,也是最好的节约。显然,随着现代工业不断发展,电镀工业没有科学、先进的技术管理,便不能把产品质量提高到一个新的水平。电镀经常会遇到这样的情况:同一种新工艺,在一些单位能很快发挥经济效益,而在另一些单位却问题成堆,甚至失败。当然,原因是多方面的,但其中最主要的原因是当一种新工艺确定后,采用什么样的应用技术和管理方法保证现场生产。目前,我国沿海地区管理较领先,而内地新发展的电镀单位有一些还习惯于手工电镀方法,一个师傅一套办法。这些办法如用于现代化的电镀自动线,生产中只能造成管理混乱。以加料为例,有的电镀单位缺乏工艺文件,对镀液成分又没有严格交接班制,彼此加料互不通气,往往造成多加、重加、误加等槽液事故,严重地影响质量
行业排行
热门文章