电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第18页
滚光滚筒清理小工件表面
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1234次
形状不太复杂的中、小型工件批量清理表面时,常常使用滚光滚筒,对于带孔洞、沟槽和螺纹的工件,滚筒滚光效果要差一些。一般电镀前的工件多用湿法滚光,筒内加入少量稀酸或含皂角粉、茶籽粉等除油剂的碱性滚光溶液。为改善工件表面质量,特别是表面低凹和孔洞部位的滚光效果,滚光时还需加入适当的磨料。采用滚筒滚光是将加工工件与磨料和滚光溶液一块装入滚筒作低速运转,依靠磨料与工件、工件与工件之间相互摩擦和溶液对工件表面的化学反应,除去表层污垢和氧化皮,达到提高表面粗糙度的目的。电镀工厂常用的为支架式结构的滚筒。它是将滚筒筒体水平放置在两端支架的轴承上,由电动机经减速器和皮带轮拖动。根据生产能力要求可制成单筒型和双筒型,即一个驱动系统拖动一个或两个筒体,但单筒型使用较多。这种滚筒设备结构比较简单,可以
钢铁件高温化学氧化膜的防护技术
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1159次
钢铁氧化膜只有1um左右厚,防护性能较差,为保持与发挥这一薄层氧化膜的作,除成膜过程中要重视质量、认真操作之外,成膜后的后处理,即膜层的防护工作同样十分重要。钢铁件成膜后的后处理包括清洗、干燥、皂化、油封等。1清洗与提高氧化膜防护性能的关系钢铁件氧化溶液含碱浓度高,成膜后工件表面的残留溶液较难洗尽,特别是铆接、焊接处的狭缝中、砂眼及细小螺孔等部位,更需要加以注意,否则后患无穷。笔者曾见到过某乡办电镀厂的一批退货件,由于上述提到的部位“泛白”而引起腐蚀。为防止这类质量问题的发生,氧化成膜后宜先在热水中清洗,然后再在多级逆流漂洗水中漂洗,某些部位还需要急流冲洗,也可用医用注射器注入清水来置换这些部位的碱液。为验证氧化膜表面碱液是否彻底除尽,事后还应用酚酞指示
镀锌钝化膜的防护技术
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1237次
锌的电极电位比钢铁负,在腐蚀介质中金属锌比铁容易失去电子,当镀层有孔隙或因划伤而露出基体时,锌层将成为阳极,遭到腐蚀,从而保护了钢铁零件。锌层经铬酸盐钝化能使工件表面形成一层三价和六价碱式铬酸盐膜,牢固地黏附在镀锌层表面。这种膜具有较高的稳定性,赋予锌层良好的机械保护,可大幅度提高锌的抗腐蚀能力。锌镀层经过钝化虽然能有如此高的抗蚀能力,但是难免受到材料的粗糙度、镀锌溶液的纯度、镀锌工艺的合理性、工件的机加方式、人为的机械损伤、工件的几何形状、钝化膜质量等多种因素的影响。有关这一方面的关系笔者曾做过多例试验,现把这些试验成果归纳如下。1镀前预处理不当影响钝化膜对锌层的防护性能2镀锌层过薄会影响钝化膜对锌层的防护性能3镀锌电流密度过大会影响钝化膜对锌层的防护性能
钝化与浸涂防变色剂相配合防银变色
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1237次
银具有良好的导电、导热及焊接性能,作为导体和防护装饰性镀层,镀银层广泛应用于电子、通讯、电工及金属饰品等行业。但银在大气中很不稳定,极易变色。银层变色后,不但影响银层表面的外观质量和装饰性能,更重要的是影响银层表面优良的电气和焊接性能。因此,防止和减缓银层变色应作为镀银工艺中的重要工作。1钝化与浸涂防变色剂相配合防银变色众所周知,引起镀银层发黑的主要原因是遇到空气中的硫化氢和二氧化硫气体,这两种气体都是无孔不入的,为防止这类气体对银层的侵蚀,可采取先经化学和电化学钝化,然后再浸涂有机保护层的复式防护处理的工艺,这既可提高工件的外观质量,又可有效地提高工件的防护性能,达到双重防护的目的。2镀银后在日光下晾晒易变色镀银件的变色原因通常是受到大气中硫化物的浸蚀而引起的
喷砂机配件-喷嘴、喷砂用砂料与压缩空气
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1373次
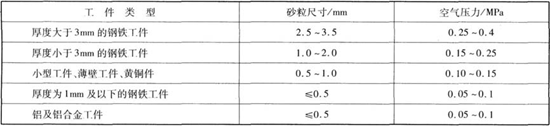
喷砂机的喷嘴一般用铸铁、钨钢、硼钢和陶瓷制成,钨钢和硼钢喷嘴的使用寿命较长,但价格稍贵,可根据设备在生产中的实际负荷情况选用。喷嘴的孔径从2mm~15ram,视加工工件的尺寸大小而定。小型喷砂机通常采用孔径为2mm~4mm的喷嘴,中型喷砂机一般采用孔径为6mm~10mm的喷嘴,它是喷砂机的主要易损配件,应有一定的储备量,生产中需经常检查孔径磨损情况,及时予以更换。喷砂用的砂料是氧化铝砂、石英砂、人造金刚砂等,其中以氧化铝砂为最佳,它不易粉化,有利于改善环境。石英砂或河砂在生产过程中易粉化,对环境污染较大,但其价格便宜,使用者仍较多。石英砂比河砂硬度高,切削能力强,使用寿命长,但价格较贵,河砂次之。通常采用的石英砂粒度为1mm~3mm,河砂粒度为0.5mm~1.5mm。如果产品加工要求允
湿喷砂设备的特点及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1175次
湿喷砂设备湿喷砂设备以磨液泵和压缩空气为动力,通过喷枪将储存箱中的磨料与水溶液混合物高速喷射到加工工件表面,是一种无粉尘的光饰加工设备。可用以清理精铸毛坯、粉末冶金件、冲压件及热处理件等表面的氧化皮、残盐和毛刺。小型湿喷砂机
干喷砂设备的特点及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1291次
电镀车间使用喷砂设备,主要是以无油无水的压缩空气为动力,将作为磨料的砂粒高速射向被加工工件的表面,利用其强大的撞击力产生的切削功能来清除待镀工件表面的氧化皮、锈蚀、焊渣、旧镀层和涂层等。也可以采用喷细砂的方法使金属工件表面产生砂面消光和纹饰效果,以达到特殊的装饰目的。喷砂更适合于处理某些不宜采用化学方法(如酸洗等)加工的工件表面,如焊接组合件、铸件表层残砂融渣及高含碳层、高强度钢热处理后的氧化物、粉末冶金工件表面以及用于改善磷化结晶的前处理等。喷砂设备分为干喷砂设备和湿喷砂设备两种。对于不适合液体加工的有焊缝的工件和存在细小表层裂纹的工件,宜采用干喷砂设备加工。但干喷砂过程会产生较多的粉尘,必须配备良好的空气净化装置;湿喷砂设备在加工时无粉尘,使劳动条件得以改善,但必须在磨料中加入缓蚀
仿金镀层的防护技术
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1342次
仿金镀层是由铜、锌、锡三元或铜、锌双元合金组成。这种合金镀层较活泼,在大气中不太稳定,极容易氧化变色,失去美丽的金黄色,故仿金镀层都需经过防护处理。仿金镀层属装饰镀层,故防护涂料又需无色透明,并与高光亮度镀层的表面要有良好的结合力和硬度高、耐热性好、耐磨性好等优点。这一切在选用防护涂料时都要考虑到。1镀层清洗不够发生变色电镀仿金层较活泼,容易氧化,如镀层表面存有残留氰化物,这时氰化物即会分解产生氨,氨又会迅速与铜离子起反应,生成棕色或黑色的氧化膜斑点,这种现象的出现尤以粗糙度较差的工件和清洗不够彻底的工件表面较为多见。为避免上述现象的发生,在此工序中除要提高基体金属表面粗糙度并加强镀后清洗之外,还要认真仔细地执行钝化与浸(喷)涂防护涂装工艺,只有这样才能满足防护要求。2未
电镀件涂有机保护膜件的烘烤
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1224次
涂有机保护膜件的烘烤有机保护膜的烘烤温度需根据不同涂料的工艺要求进行,一般控制在110-120摄氏度,也有温度要求更高一些的,必须根据商品说明要求予以控制,并需注意以下两点安全事项。(1)浸涂后的工件不要马上进入烘箱烘烤,以防多余涂料滴入烘箱内而引起燃烧(一般涂料都是易燃的)。(2)必须打开烘箱顶部的排气孔,箱体外门不准上扣,以防烘烤时蒸发出来的气体膨胀而引起爆炸。
化学复合镀的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1433次
化学复合镀是在金属的自催化过程中,惰性粒子与金属共同沉积在基体表面,形成复合材料镀层的表面处理工艺技术。与电沉积复合镀相比,化学复合镀问世较晚,1966年第一次制备了Ni—P/A1,0,化学复合镀层。最先获得实际应用的化学复合镀是Ni—P/SiC,主要用于提高发动机铝汽缸内壁的耐磨性。自20世纪70年代以来,尽管化学复合镀技术在欧洲、美国和日本获得发展和应用,但至今仍有许多问题没有解决,其中镀液的稳定性和使用寿命是化学复合镀的最大问题。目前常用的化学复合镀可分为两类,第一类为软质点的自润滑镀层,另一类为硬质点的耐磨镀层。一、软微粒的自润滑化学复合镀层在Ni—P化学镀镍溶液中添加PTFE,氟化石墨,CaF2和MoS等,可得到具有低摩擦系数、抗粘着磨损的自润滑复合镀层。自润
行业排行
热门文章