电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第21页
化学镀的原理及应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1744次

化学镀是在无电流通过(无外界动力)时借助还原剂在同一溶液中发生氧化还原作用,从而使金属离子还原沉积在自催化表面表面上的一种镀覆方法。化学镀与电镀的区别在于不需要外加直流电源,无外电流通过,故又称为无电解镀(ElectrolessPlating)或“自催化镀”(AutocatalyticPlating)。所以化学镀可以叙述为一种用以沉积金属的、可控制的、自催化的化学还原过程,其反应通式为:上述简单反应式指出,还原剂Rn+经氧化反应失去电子,提供给金属离子还原所需的电子,还原作用仅发生在一个催化表面上。因为化学镀的阴极反应常包括脱氢步骤,所需反应活化能高,但在具有催化活性的表面上,脱氢步骤所需活化能显著降低。化学镀的溶液组成及其相应
电镀件晾晒预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1096次
晾晒预干燥利用自然风和阳光晒的干燥方法不消耗能源,经济实用,使用此法最为普遍,效果不亚于其他方法,工作效率高。不同形状工件晾晒时具体要求简述如下。小件晾晒前先放在毛巾中,裹起来甩几下,把工件表面多余的水分甩掉,然后再摊开晾晒,晾晒时还需拨动工件,以防相互贴合处的水分难以挥发。大件晾晒前先用毛巾擦一遍,这样可以加速晾晒过程,并可避免阴极性镀层表面因游离水分停留时间过久而出现锈迹。转化膜处理件晾晒时孔眼、狭缝处泄出来的游离水要用半湿毛巾及时吸去,小件也可放在毛巾上裹起来甩去水分,但不可用毛巾擦,否则会损伤膜层。晾晒时工件的尖头朝下,垫上吸水物体如砖块、海绵等,利于除去集积的水分。
高速电镀方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1591次
高速电镀是当前发展的趋势。高速电镀是采用特殊的设备和镀液添加剂。在采用极高的阴极电流密度时,能获得优质镀层的电镀方法。由于高速电镀提高了电镀速度,使生产效率提高数十倍至上百倍,为大批量连续生产提供了有利条件。高速电镀并能应用电子计算机对高速电镀的自动化操作及电镀层质量的可靠监控,从而保证产品质量的可靠性。因高速电镀的种种优点,因而在钢铁、机械、电子等工业得到广泛的应用。如薄钢带的连续高速镀锡作为制罐材料;预成型配件(如框架、接插件等)的带状镀或局部选择性电镀,为大批量的电子元器件生产提供可靠和价廉的基础。随着高科技迅速的发展,高速电镀有利于节能和环境保护,因而高速电镀的发展更具有实际意义。一、液面平行控制连续选择性电镀该方法就是使电镀液在阴极表面高速流
刷镀工艺的有关参数
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1383次
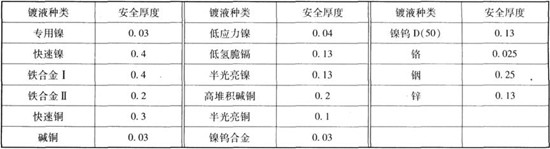
1.镀层的安全厚度安全厚度是指在镀层质量的各项性能指标都得到保证的条件下,一般所能镀覆的厚度。影响镀层安全厚度的因素主要是镀液成分和工艺条件。若镀覆的厚度超过安全厚度,镀层会出现粗糙裂纹、开裂、结合力下降甚至剥落。各种镀液镀覆的镀层的安全厚镀几种刷镀液镀覆单一镀层的安全厚度2.阳极与零件的相对运动速度刷镀时阳极与零件之间应保持一定的相对运动速度。速度太低,刷镀电流过大时,会使镀层烧伤、多孔、粗糙、发脆;速度太高,会降低电流效率,甚至无镀层。当相对运动速度高于最佳值时,可提高电压和电流;低于最佳值时,可降低电压和电流。当阳极固定而圆柱形零件旋转时,其最佳相对运动速度与转速的关系3.工作电压与电流工作电压是刷镀工艺的一个重要参数。每种镀液都推荐了适用的电压范围
刷镀工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1517次
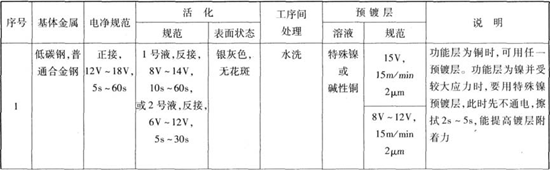
刷镀工艺可分为基体表面的准备及刷镀金属镀层两部分。按具体情况一般有2道~6道工序,包括清洁、修整、电净(除油)、活化、镀过渡层、镀工作镀层。(1)清洁。零件首先用汽油、丙酮等有机溶剂清洗。若有厚的锈蚀层、锈斑,则需用钢丝刷、砂布等清除干净。(2)修整。零件在刷镀前首先用锉刀、砂轮等工具将刷镀部位的毛刺、飞边、氧化皮、疲劳层、污物等清除干净。对划伤、凹坑等应将其根部和表面拓宽并形成圆弧,使根部与阳极接触,便于刷镀。零件有键槽,油孔等要用石墨或橡胶等合适材料填平。(3)电净。电净时一般将零件接负极(正向)。钢零件的电净使用电压IOV~20V;时间为30s~60s;铜零件使用电压8V~12V;时间为l5s~30s;轻金属零件用5V~8V,时间为5s~lOs。对超高强度钢的电净
刷镀设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1218次
刷镀设备一般包括:一、电源根据刷镀的特点,所用的直流电源应具有以下特点:(1)直流输出外特性应是平直的。随着负载电流的增大,电源电压下降很小;(2)输出电压一般为OV~30V,能无级调节;(3)附有输出极性转换装置;(4)附有短路和过载保护装置,当负载电流超过额定值l0%或短路时,能迅速切断主线路;(5)附有安培小时计或镀层厚度计;(6)体积小、重量轻、工作可靠、计量精度高。当无专用电源时,也可用一般硅整流器代用。二、镀笔镀笔的作用是连接电源和阳极。操作者操纵镀笔使阳极运动,使金属沉积在零件上。它是由导电柄和阳极组成。(1)镀笔。镀笔主要由阳极、散热装置、导电芯棒和绝缘手柄等组成导电柄与阳极的电阻热较大,故在导电柄
刷镀的特点及适用范围
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1586次
刷镀是依靠一个与阳极接触的垫或刷提供电镀需要的电解液。电镀时,垫或刷与被镀的阴极作相对运动而获得镀层的电镀方法。刷镀与电镀的基本原理一样,工作时零件为阴极,欲镀的金属(或不溶性导电材料)为阳极。阳极外面包有吸水性好的纤维材料(垫或刷),以便吸附镀液。当阳极与零件表面接触并不断相对运动时,电流通过阳极与零件表面的纤维材料所吸附的镀液,金属则沉积在零件表面而形成镀层。随时间延长,镀层逐渐加厚。镀层的均匀性可由电流密度、阳极移动速度、镀液的流量、电镀时间来控制。一、特点(1)不需镀槽及其他装置,设备简单,可在现场对大型机器实现不完全解体而局部施镀;(2)阴阳极间距离近,允许使用大电流密度,沉积速度快;(3)镀层氢脆性小;(4)镀层硬度高;(5)镀层的孔隙率
电镀件热风吹干预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1237次
热风吹干预干燥用热风吹可以代替热水洗烫,又可作为小件、薄片件或是转化膜件热水洗烫后的补充处理。因为小件、薄片件冷却快,工件在热水中洗烫之后在表面水分尚未挥发之前工件已经冷却,失去了继续挥发表面游离水的功能,不能达到烫干的目的。对转化膜处理件来说因热水温度不宜过高,故往往难以达到彻底除去工件表面游离水的作用。
电镀件热水洗烫预干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1302次
热水洗烫预干燥热水洗烫时热水的温度需视被烫件的镀(涂)层种类而定,电镀件可使用较高的水温,直至煮沸,温度高工件表面脱水速度快;对于转化膜处理件则热水温度不宜过高,超过60摄氏度时膜层会受到破坏,膜层色泽变浅,防护性能降低。工件经热水洗烫还有利于排挤掉工件狭缝等处的残存溶液,减轻了工件在烘烤时因狭缝中的残存溶液外泄对镀层的污染,可以提高工件的防护性能和外观质量。
钢铁电镀镍件的干燥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1177次
钢铁镀镍件的干燥:镍镀层在预干燥过程中极易出现锈点。当工件未清洗干净、工件表面仍处在酸性条件下则出现锈点的速度会更快。解决这一问题除保证溶液清洁,采取移动阴极,增加镀层厚度等措施之外,还可采取下列两项补救措施。(1)预干燥之前先经中和处理。工件出槽后在稀碱液中进行中和处理,使工件表面呈微碱性,从而在预干燥过程中可以延缓出现锈点的速度。(2)预干燥之前先经钝化处理。工件出槽后即在30-50g/L的铬酸溶液中进行钝化处理,在此溶液中浸泡0.2-0.3min后取出工件清洗干净,经此处理后,一般情况下当时不会出现锈点。
行业排行
热门文章