电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第15页
铝件阳极氧化槽的结构及工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2369次
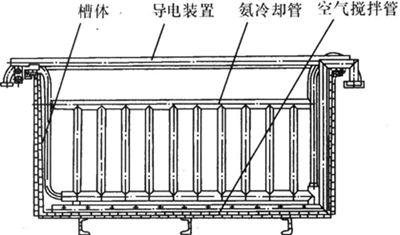
铝件阳极氧化根据溶液成分及氧化层的性质分为硫酸阳极氧化、硫酸硬质阳极氧化、铬酸阳极氧化、草酸阳极氧化和瓷质阳极氧化等,对氧化槽的要求不尽相同,因此结构上也有些差别。(一)硫酸阳极氧化槽这类氧化槽由槽体、导电装置、冷却管和压缩空气搅拌管等组成,工作温度一般为l3℃~26℃。由于氧化过程中产生大量的热,如果没有降温装置,槽液温度会很快升高。同时溶液温度对氧化膜的生长关系密切,溶液温度应比较均匀,槽内应有溶液搅拌系统。其结构型式如图l2—2—15所示。槽体通常是由硬聚氯乙烯塑料或钢槽衬软聚氯乙烯塑料制成,冷却管由铅锑合金管(牌号PbSb-4或PbSb-6)制成,也可以用聚四氟乙烯塑料换热器;对于溶液中添加草酸作添加剂的硫酸阳极氧化槽,采用聚四氟乙烯塑料换热器较好。常用
电镀线热碱性镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1237次
热碱性镀槽当工作温度低于90℃时,其结构型式与电化学除油槽相同(见图l2—2—5)。当工作温度超过90℃时,槽体应带保温层,由钢质内槽、约50mm厚的矿渣棉或玻璃棉保温层及薄钢板制的外壁组成。这一类镀槽可作碱性镀锡槽、铜件电化学氧化槽使用。十四、化学镀镍槽化学镀是在金属的催化作用下,通过可控制的氧化还原反应产生金属沉积的过程。化学镀中应用最广的是化学镀镍。以次磷酸盐为还原剂的化学镀镍使用较普遍,它又分为酸性溶液、碱性溶液和中、低温溶液等不同工艺规范类型。由于酸性溶液生产中应用较多,且对镀槽的要求较高,因此,以这类溶液化学镀镍槽为代表予以介绍。化学镀镍槽由槽体及加热装置组成,溶液pH值多在4~6之间,最高温度达到95℃~l00%,溶液的还原性很强,容易沉积在金属表面,且溶液对杂质
电镀线用常温碱性镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1174次
常温碱性镀槽由槽体及导电装置组成。槽体一般可用硬聚氯乙烯塑料制造或钢槽衬软聚氯乙烯塑料。其结构与常温酸性镀槽相似(见图l2—2—9);若对溶液清洁度要求不甚高,也可用钢槽,但需采取措施绝缘杂散电流。在常温碱性镀槽中,对于氰化物镀槽,因是剧毒性溶液,不宜用脆性材料制作,应当用钢槽衬软聚氯乙烯塑料。氰化物镀槽有时需要加温,这时可用钢制蒸汽加热管或管状电加热元件加热。
电镀现场技术管理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1217次
要使电镀产品达到优质、高产、低消耗,许多同行提出必须“七分管理三分工艺”,以强调管理的重要地位。但必须认识两者的关系,不是“七分”决定“三分”,而是“三分”决定“七分”。尽管管理很重要,但一切好的技术管理方法必须为工艺服务。是根据工艺提出相应的管理方法,不能误解为强调“七分”管理就可以忽视“三分”工艺,或离开实际工艺要求去另搞一套管理方法。每种电镀工艺都有它本身对管理方面的严格要求,尽管在全局上说来它是“三分”,如果管理方法不适于工艺设计的要求,该管的不管,不该管的管了,只能越管越糟。所以,总的说来,必须认识到是“三分”决定“七分”,而不是“七分”决定“三分”。这个问题必须明确。(1)必须有健全的保证体系:技术管理是企业管理中的重要组成部分,必须有一个健全的保证体系。所谓体系,一方
镀铬槽的结构型式
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1887次
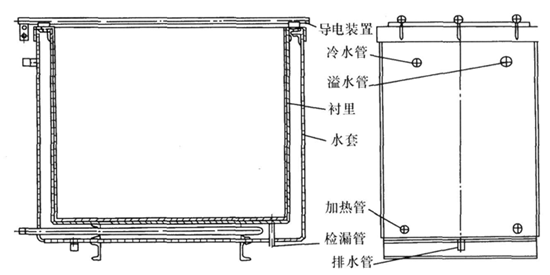
镀铬槽的结构型式,常见的有两种:一种是内热式(即在槽内设置加热管),其构造和热酸性镀槽相似;另一种是外热式即水套加热式,它由内槽、外槽、导电装置及水套内的加热管组成,加热管可用蒸汽喷管或蛇形管。水套外壁还应设置进水管人口和溢水管口,当镀铬槽开始预热到工作温度后,镀铬正式开始时即送入较大电流,镀铬工序电流效率极低,溶液升温较快,为维持正常工作温度范围,必须及时通水冷却,使水套内水温低于工作温度。溢水管口除供冷却水排放外,也是保持水套内气压变化时与大气联通的管口,使水套内始终维持在常压状态。镀铬槽的耐腐蚀材料,随溶液成分而异,对于铬酸-硫酸型镀铬溶液,内槽衬里可用软、硬聚氯乙烯塑料、铅(Pb-3或Pb-4)、铅锑合金(PbSb-6或PbSb-4),内热式镀铬槽的加热管可用钛管、钢管搪铅或包
电镀工艺文件的编制与实施
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1224次
随着经济建设发展需要,电镀工业在我国正向现代化、自动化方向发展。工厂的现代化、自动化程度越高,生产管理水平要求也就越高,就越需要有一套完整的、科学的与实际相适应的电镀工艺文件。显然,电镀工艺水平高低直接影响着电镀生产的质量、产量和经济效益。电镀应用技术必须从现场技术管理入手,这一切是实践的需要,也是大家的共识。编制电镀工艺文件不能千篇一律,每个电镀单位的工艺文件都必须充分结合本单位电镀工艺、电镀生产实际,但一般说来,应注意以下两个方面。工艺文件的内容必须充分体现工艺的完整性、系统性,必须是面面俱到,一环套一环,做到分散下去对各类镀槽和工序来说,却又是一张又一张具体的工艺卡片,使操作者一看即知,动手即会,点滴分明,联系起来成为一个工艺上的整体。电镀工艺涉及的面很广,如一条电镀自动线上
电镀线热酸性镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1105次
热酸性镀槽由槽体、导电装置及加热管组成常温酸性镀槽热酸性镀槽热酸性镀槽与热酸浸蚀槽一样,设计制造时应按溶液成分和工作温度选用耐腐蚀材料。如硫酸盐镀铜槽可用硬聚氯乙烯塑料槽或钢槽衬软聚氯乙烯塑料,用铅锑合金管加热。热酸性镀槽的加热管按溶液不同,可用铅锑合金管,不锈钢管,钛管等,对于用金属管不能承受的加热管可采用聚四氟乙烯管,其价格介于不锈钢管与钛管之间,但承受蒸汽的压力应严格控制在使用说明书规定范围内。关于聚四氟乙烯塑料管状加热器的技术规格及类型,
电镀线常温酸性镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1110次
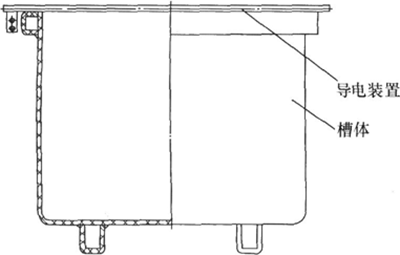
常温酸性镀槽由槽体及导电装置组成,其结构如图l2—2—9。小型槽的槽体一般用硬聚氯乙烯塑料制造,大型镀槽则用钢槽衬软聚氯乙烯塑料或钢框架衬硬聚氯乙烯塑料。对于电镀溶液中含氯化铵等对钢铁设备腐蚀严重的成分时,镀槽一般用硬聚氯乙烯塑料制造或钢槽衬软聚氯乙烯塑料,钢槽或钢壳本身应全部表面涂耐腐蚀涂料,最好涂环氧涂料。由于氯化铵对铜表面腐蚀后产生铜绿,影响导电,因此,导电杆最好在使用前先镀一层锡,其他接触导电元件亦应镀锡。对于冬季室内温度较低的地区,室温不能满足工艺要求最低允许温度时,槽液预热可采用槽侧壁蛇形管加热或采用水套加热;夏季室内温度较高时,可采用塑料袋盛装冰块浸入溶液内降温后起镀。对于正常生产的镀槽,宜采用槽内侧壁设置冷却管的办法降温,以满足工艺要求。冷却管的材料依溶液腐蚀程度而异,
电镀车间平面布局与水、电、气现场管理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1515次
电镀车间平面布局:首先应考虑对周围环境可能造成的内外污染和对设备的腐蚀,平面布局应以有利于通风、给排水及管道的设计与施工为原则。设备槽位排列应按工艺流程、生产流水线安排,越短越好,尽可能使操作时不走回头路,以免工件彼此相碰或人来人往过多。通风排水系统设备应注意不可将氰化物槽与酸性槽合并在一起使用,否则会产生剧毒的氢氰酸。生产线下面有地沟,槽子卧入地沟,应保留地沟高度适当、便于操作。生产线下面有地沟,槽子卧入地沟,应保留地沟高度适当、便于操作。镀前处理除油、电镀、酸洗、铝氧化应尽可能分开。否则,酸碱雾会影响产品质量和设备寿命。整流器室等靠近电镀氯、氧化间,一般不超过30m。可节省汇流排(条)和电能。但不宜安装在酸洗间对面或相近处,两者要隔开。各种管通道宜安装
电镀线热酸浸蚀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1384次

热酸浸蚀槽由槽体及加热管组成。热酸浸蚀槽的溶液配方很多,工作温度亦各不相同,设计制造时应根据溶液成分及温度,合理地选用槽体或衬里及加热管的耐腐蚀材料;若采用耐酸砖或板作衬里,槽体必须有足够的刚度,否则有可能由于槽体变形过大而造成衬里层破裂脱落。常温酸浸蚀槽 热酸浸蚀槽
行业排行
热门文章