电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第613页
电泳漆的L效果
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1287次
电泳涂装的“L”效果在电泳涂装过程中往往由于槽液循环、过滤不佳、流速低,造成槽液中颜料或颗粒沉降,致使被涂物的水平面和垂直面的泳涂质量不一,易使水平面上的涂膜粗糙,再加上水平面上易积水,产生再溶解影响涂膜的平滑度。用泳涂“L”形样板的方法考核被涂物的水平面和垂直面的电泳涂装质量,其结果称为“L”效果。又称水平沉积效果,如果水平和垂直被涂面上的涂膜光滑度和平整度无差异,可认为“L”效果好,当槽液有水平沉淀或有树脂的水溶性变差,析出颗粒时,水平面涂膜一定变粗,甚至手摸都可感觉出来,则“L”效果不好。
电泳漆槽液的更新期和稳定性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1335次
槽液的更新期和稳定性电泳涂装在运行生产过程中随被涂面积的大小消耗槽中的电泳漆,槽液的固体分下降,需及时(每班或每小时)补加,以确保槽液的固体分控制在±0.5%的范围内,当消耗〔或补加〉的电泳漆的累计使用量达到初始配槽所用涂料量时称为一个更新期(turnover,略称T.O〉,以月/T.O表示,也有用涂装面积大的被涂物(如汽车车身)的数量表示。更新期长不利于槽液的稳定;电泳涂装法适用于大量生产,一般各漆厂推荐更新期为2-3个月;更新期超过6个月,不宜采用电泳涂装法,因很难维持槽液的稳定,因此在设计电泳涂装线时应认真考虑更新期。更新期长的场合,在确保电泳条件的基础上槽液容量应尽可能设计小些。电泳涂料的槽液稳定性系指槽液在规定的工艺条件下,长期使用槽液不变质,泳
电泳漆的泳透力
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1430次
泳透力在电泳涂装过程中使背离电极(阴极或阳极〉的被涂物表面涂上漆的能力称之为泳透力。也表示电泳涂膜在膜厚分布上的均一性,故又称泳透性。它是电泳漆的重要特性之一,与电泳漆槽液的电导和湿涂膜的比电阻的大小有关,两者越大该漆的泳透力越高。泳透力与涂装工艺参数(泳涂时间、涂装电压、槽液固体分等)有直接关系。泳涂时间长、电压和固体分高一些,泳透力也就会适当增高。它也是确保空腔部分、缝隙间等表面涂上漆的目标值。当初开发的第一代阳(阴)极电泳漆泳透力很低,被涂物内腔和缝隙涂上漆要采用辅助电极;现在市场供应的第二、三代阴(阳〉极电泳漆基本上都具有较高的泳透力。泳透力的测定方法很多,有钢管法、间隙法和盒式法。国内常用的是“一汽钢管法”,它是在福特钢管法的基础上改进而制定的电泳漆槽液的泳透
电泳涂装场合值和电导
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1253次
电泳涂装场合值和电导的含意电泳涂料靠用碱或有机酸中和其漆基中的羟基或氨基,并保持一定的氢离子浓度(酸性和碱性〉而获得的较稳定的水溶液或乳液。电泳涂料的水溶液或乳液的氢离子浓度也是用常规的PH值来表示。阳极电泳涂料所用中和剂是KOH、有机胺,其原漆和工作液(欲称槽液)呈碱性,其PH值一般保持在7.5-8.5范围内。阴极电源涂料所用中和剂是有机酸,其原漆和槽液呈酸性,其值保持在5.8-6.7之间,一般控制在6.0-6.3。有些品种的色浆或原漆末完全中和,PH值超过7.0,调配工作液时需加酸,或用值低于6.0的槽液(或乳液)中和。第一代阴极电泳涂料的值较低〔3~5〉,据资料介绍槽液的值低于5.8时,对设备的腐蚀严重,因而很快被淘汰掉。极液和超滤(UF)液的酸、碱度也用值表
什么是电泳涂装的工作电压、破坏电压和临界电压
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1272次
电泳涂装的工作电压、破坏电压和临界电压在电泳涂装场合,能获得规定的外观优良的涂膜厚度,两极间接通的电压称为电泳涂装的工作电压(简称泳涂电压)。一般是有一定的电压范围。超出泳涂电压上限的一定值时,在沉积电极上的反应加剧,产生大量气体,使沉积电极上的涂膜炸裂,绝缘被破坏,产生异常附着,这一电压值称为破坏电压。低于泳涂电压下限的某一电压值称时,几乎泳涂不上漆膜〔或沉积与再溶解涂膜量相抵消〉,这一电压值称为临界电压。电泳工作电压介于临界电压和破坏电压之间。泳涂电压是电泳涂装的重要工艺参数之一。在其他泳涂条件不变的情况下,泳涂膜厚和泳透力随泳涂电压增高而增厚和提高(见表2-2-6〉。在生产实践中常借助调整泳涂电压来控制涂膜厚度。为获得优良的涂膜外观和较高的泳透力,在生产实践中
电泳漆的有机溶剂含量
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1503次
有机溶剂含量为提高电泳漆的水溶性和槽液的稳定性,电泳漆的配方中加有亲水性的有机溶剂,一般使用中、高沸点的酯系和醇系溶剂。槽液的溶剂含量一般系指槽液中除水以外的有机溶剂的百分含量。新配制的槽液中原漆带入的有机溶剂含量较高,一般待槽液的熟化过程,挥发掉低沸点的有机溶剂,才能泳涂工件。国外已有配制的槽液不需要熟化的电泳漆的品种,即原漆本身的有机溶剂含量已较少。槽液有机溶剂含量现今还是电泳涂装的主要工艺参数之一,一般控制在~鄉范围,有些电泳漆品种需要较高的有机溶剂含量。槽液的有机溶剂含量高了,涂膜臃肿、过厚,泳透力和破坏电压下降,再溶解现象变重;含量低了,槽液的稳定性变差,涂膜干瘪。由于有机溶剂挥发后污染大气,从环保考虑,发展趋向是提高树脂的水溶性,不用有机溶剂。
涂装前磷化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1441次
前处理是涂装工艺中最重要的工程之一。为获得最佳的磷化膜,确保产量和处理面积,必须精心设计和选用前处理工艺及设备。在设计时应考虑以下必要条件:被处理物(车身〉的大小、形状及面积,材质(钢板种类、铝材等〉,产量(或生产节拍台〉,被涂物的输送方式(间歇步进式,连续方式〉,处理方式〔喷射方式,浸渍方式〉,设备场地(空间〉,运行效率〔80%-90%〉,前处理的质量基准等。前处理的处理方式按处理液与被处理件的接触方式可分两大类,喷射方式和浸渍方式。1980年以前汽车车身涂装前处理方式是喷射式,基于喷射方式处理所得磷化膜的P比偏低和车身内表面处理不完善(处理面积80%左右,而采用浸渍处理方式可达到车体面积的95%~100%〉等憋端,1980年后变为以浸渍方式为主流。现今只有批量生产的大
电泳涂膜的烘干条件〔规范〉及干燥程度的评价
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1421次
电泳涂膜的烘干条件〔规范〉及干燥程度的评价烘干条件〔规范)系指烘干〔工件〉温度和烘干时间,这两者对电泳涂膜的固化十分重要,如果低于规定温度和烘干时间,则不能固化,严重影响漆膜性能。品种不同的电泳涂料的涂膜烘干条件也不同,应根据漆厂的推荐和试验确定。阴极电泳涂料属于热固化性涂料,必须在规定的较高温度下才能固化,其烘干过程也包括溶剂(水分)挥发、涂膜热融化、高温热固化三个阶段。由于电泳涂膜本身的含水(溶剂)少,又经吹干、晾干,所以其烘干过程与热固性粉末涂料相仿,可不像其他水性涂料要预烘干,可直接进入高温烘干。另外,阴极电泳涂膜在热固化过程中〔当涂膜温度达110℃以上时)有热分解产物,产生较多的油烟。在较高温度、较长时间的烘干,能致使涂膜变薄〔(2-3um),膜的平整度明
电泳涂装的加热减量
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1325次
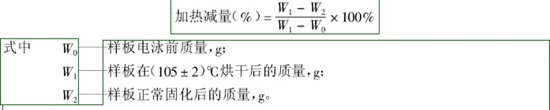
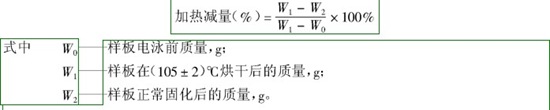
电泳涂装的加热减量在105℃以下烘干后所得的干燥的阴极电泳涂膜在进一步升温到规定的烘干温度达完全固化的过程中,热分解出低分子化合物(即冒烟现象〉,而使涂膜失重,称之为加热减量。这些低分子化合物变成油烟污染烘干室,增加了清理和维护烘干室的麻烦,滴在被涂面上成漆膜弊病。所以加热减量也是衡量阴极电泳涂料优劣的指标之一。从省资源、环保和减少烘干室维护的麻烦角度考虑,阴极电泳涂料的加热减量越低越好。阴极电泳涂料的加热减量高的达6%~10%,较低的达4%以下,发展趋向希望降到零。阴极电泳涂料的加热减量的测定方法为:①选择符合标准的样板、称重;②在标准条件下进行电泳、水洗;③将样板放在〔105±2)℃的烘箱中烘冷却后称重;④再将样板在正常固化条件下固化,冷却后
行业排行
热门文章