电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第615页
磷化膜的组成及其耐蚀性
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1567次
磷化膜的组成及其耐蚀性:在钢板上的磷化膜结晶是由磷酸锌和磷酸二锌铁组成。锌盐磷化膜中磷酸锌和磷酸二锌铁的X射线衍射强度比称为P比。P比是两种磷酸盐结晶的含量之比。另外,锌盐磷化膜在电泳涂膜烘干时,膜中的4个结晶水的盐脱水变成2个结晶水盐。随后,毛细管现象透过涂膜的水分,使其还原为4个结晶水盐时,磷化膜的体积膨胀,而使磷化膜产生内应力,再因加水分解而使磷化膜产生明显地劣化。现今,汽车涂装最广泛应用的是涂装前锌盐磷化处理液中添加Ni和Mn。关于磷化膜中的Ni和Mn的效果有种种说法。例如,添加Ni能使磷化膜结晶微细化,提高附着力,能防止恢复成4个结晶水磷酸锌盐,而提高耐水试验后的二次附着力;在镀锌层界面析出和锌盐磷化膜中的Ni能促进在湿式腐蚀时的碱性氯化锌的生成,
磷化处理的反应机理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1678次

磷化处理的反应机理:磷化膜是靠化学反应生成的。充分脱脂过的金属表面,并进行表面调整,是生成磷化膜的最适宜条件。化学反应由磷酸的离解反应和成膜反应组成。磷化处理的主要成分是磷酸(H3PO4),磷酸在水溶液中三次离解,在25度下它们的离解常数如下:由离解常数可知,在水溶液中(2-1-1)式的反应容易进行,(2-1-3)式反应几乎不能进行。还有,对应磷酸的三种离解状态,生成三种金属盐。当金属是Zn,Fe等二价金属时,生成如以下所示的盐。第一种磷酸盐:Me(h2PO4)2,又称磷酸二氢盐。第二种磷酸盐:MeHPO4又称磷酸一氢盐。第三种磷酸盐:ME3(PO4)2又称磷酸盐。一般,"2价金属的第一种磷酸盐是可溶性的,第二种磷酸盐
电泳工件前处理的目的
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1686次
为获得前述的汽车涂层的耐久性、耐腐蚀性,都采用磷化处理作为涂装的前处理。磷化处理(又称磷酸盐化学处理)是利用磷酸的离解(平衡)反应在清洗(脱脂)过的金属底材表面上析出不溶性的磷酸金属盐的(磷化膜)技术。磷化膜的功能是提高涂布在其上的涂膜(电泳涂膜)的附着力和耐蚀性。关于附着力,因所制得磷化膜结晶微溶入金属表面,结晶的附着力良好。还有,由于无数的结晶的表面凹凸,表面积增大,提高了涂膜的附着力。然后,随着涂膜附着力的提高,防止腐蚀生成物质的侵入,而提高了其耐蚀性(尤其能抑制漆膜下的扩蚀)。未磷化处理过的短期内涂膜就起泡生锈。透过涂膜的水、空气,到达钢板表面,形成红锈将漆膜鼓起,透过涂膜的水、空气到达镀锌钢板,形成白锈,还与涂膜反应成金属皂,其体积增大!"倍,因而更强力地
电泳生产线概述
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1432次
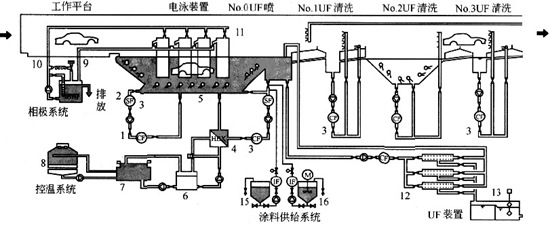
电泳生产线包括前处理,电泳,电泳后清洗(UF0液洗,UF1液洗,UF2液洗,循环纯水洗,新鲜纯水洗),吹干和烘干(涂膜固化)等工序组成。电泳生产线在设计时需要考虑:阴极电泳涂装的工艺条件(或工艺参数),它包括以下四个方面13个条件(参数)。1槽液的组成方面:固体分、灰分、MED和有机溶剂含量。2电泳条件方面:槽液温度、泳涂电压、泳涂(通电)时间。3槽液特性方面:PH值、电导。4电泳特性方面:库仑效率、最大电流值、膜厚和泳透力。电泳涂装设备以电泳槽为中心还配备多种附带装置,它们都对生产性、质量、环境和成本有影响,因此要求电泳涂装设备应具很高的功能。电泳涂装设备是投资较大、技术要求较高、结构较复杂的涂装设备。电泳涂装生产线一般由以下设备组成电
电泳漆泳透率对电泳成膜的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1320次
与涂膜形成的电化学过程相关的另一个电沉积的特征是泳透率,即电泳过程中使背离电极的被涂物表面涂上漆膜的能力强弱称之为泳透率,也可理解为电泳涂膜在膜厚分布上的均一性。 电沉积涂装时,沉积是沿着系统中存在于阴极和阳极之间的电力线进行的,沉积行为将沿着阻力最小的路线进行,首先覆盖最靠近电极的外表面,随着沉积膜厚的增加,所形成的涂层的绝缘特性渐渐屏蔽了金属基层的导电性,并使电场强度因这种绝缘性的出现而减少,电力线转移到较远的表面,渐渐地,外表面便完全绝缘,电沉积停止,电力线将开始完全作用于内表面。同样,重复上述的过程而使被涂物的内、外表面均被泳涂上漆膜。泳透率与电泳槽液的电导率和湿膜的比电阻成正比关系,泳透率还与涂装工艺参数有直接关系,如泳涂时间长
电泳涂装的优点及局限性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1139次
底涂工序可实现自动化,适用于流水作业。 相对于喷涂工艺而言,电沉积工艺虽然一次性投资较大,但投槽后两至三年内就可收回高于常规喷涂工艺的那部分成本。另外,电沉积工艺的能量消耗和保养费用也大大低于常规喷涂工艺。可控性工作槽液容量较大,使涂料及工艺参数的变化减到最小。操作工艺参数已有明确的规定,且是以丰富经验为基础。依靠调整电压,容易得到均一目标的膜厚,通过选择不同品种的电泳漆和调整泳涂工艺参数,膜厚可控制在10-35μm范围内。工件间和不同日期所沉积的涂膜(如膜厚及性能)重现性好。泳透(力)性好提高了工件内腔的防腐蚀性,尤其阴极电泳涂膜的耐蚀性更好。
电泳漆及超滤液的过滤
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1262次
电泳及超滤冲洗过程中,不可避免地带入一些杂质颗粒,以及超滤冲洗产生的浮渣。为了保护超摅器,避免喷嘴堵塞,必缓设置电泳潦及超滤躐的过滤器。国外应用较广的是GAF袋式过滤器。这种过滤器,国内E引进及生产,并在多条涂装线上应用,有二网、四网及八网袅三种,其理论流量分日Ⅱ为72、144和288术。/对。图10所示为四网袋GAF过滤器。表、压缩空气进口及排气口。待过滤的溶液,通过侧面法兰进入过滤器,通过分流器分为二艘浇到过滤器上部,再流八四个压力承受筐。每个压力承受筐中各有一个由聚丙烯毡或尼龙编织物制成的滤袋,溶液中的杂质被截留在滤袋中,晦濠经过下面的出口流出过滤器。这种过滤嚣结构简单,占地面积少,网袋孔隙度高,不易堵塞和过摅时滤饼结构产生的压力损失小,因此清洗滤袋柏间隔对闻远长于不锈钢网式
电泳漆的更新期
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1309次
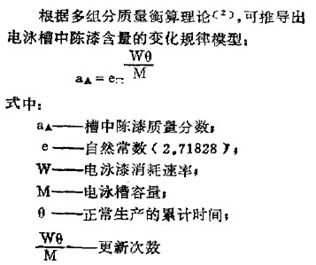
电泳涂装以其特有的优越性在世界汽车工业中得到普遍应用在汽车工业发达国家,基于年产量大(一般在5万辆以上,一条车身涂装线的经济产量为20~30万辆)、电泳漆质优等因素,电泳涂装质量稳定,成为技术非常成熟的工艺。在我国常出现电泳涂装质量不稳定问题,其中原因之一是人们对电泳藩的更新期认识不。所谓更新期(tnrⅡo7ertime,简称T.O.),是指补给漆的固体分的累计量达到槽内固体分含量的时间。据介绍,台理的补漆周期一般为2~8周,严格执行操作工艺,控制最佳参数,一般很少对漆液做较大的调整。8N15周尚可,但使用各种调整剂量逐坎增加,15周以上时,要求用特殊的方法进行调整,才能维持正常运行。因此,台理确定补漆周期与槽容量的设计是保证阴极电泳涂装稳定的因素之一()。据奥地利斯托拉克
阴极电泳对磷化膜的一般要求
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1240次
在电滩过程中.产生阳极溶解、阴极水解,在阴饭电泳沫装场合.被涂物(阴极)表面产生过量的OH一,呈碱性,pH值可达到l2,因此作为阴极电泳涂装前的磷化膜,必须具有较好的耐碱性。磷化膜的耐碱性与其组成有关.磷化膜的磷酸锌[Zn(PO.)。·4HzO称H组成]耐碱性差;铁、镍、锰、钙与锌的复合磷酸盐[zn2M(P0.)2·H2O,式中M为Fe、Ni、Mn、Ca、称P组成]耐碱性较好{当pH值超过l1后·H组成的溶解度直线上升;而P组成的溶解度仍很小.变化不大。磷化膜的H和P两种组成变化用P比来D表示.P比 p/(p+H)×100,即磷化膜中复合磷酸盐的含量越多,P比越高.耐碱性就好,在阴极电泳涂装中产生的溶解度就越小。作为阴极电泳潦装前的磷化膜不仅要外观好,均匀致密.无发蓝或锈
电泳涂装前处理的作用
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1305次
电泳涂装前都需要对底材进行前处理,前处理的作用一般有:将车身的所有部件.尤其是封闭内腔结构的内表面和焊缝彻底洗净;在车身的表面上形成结晶细且致密、均匀的磷化膜.这可通过专用的磷化处理机来实现。处理方法虽有喷射法、喷射灌注法(或半浸式)和浸溃法三种,但现在处理车身几乎都采用浸渍法。浸渍法的优点是不仅能确保车身的所有表面都洗净和形成磷化膜.而且在浸没过程中磷化反应处在相对平静的环境中进行,从底金属上溶出的铁离子参加反应,因而导致形成高P比(即磷酸锌铁盐含量多)的、极致密且均匀的颗粒状结晶的薄磷化膜。
行业排行
热门文章