电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第633页
常用脱脂的方法有哪些
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1406次
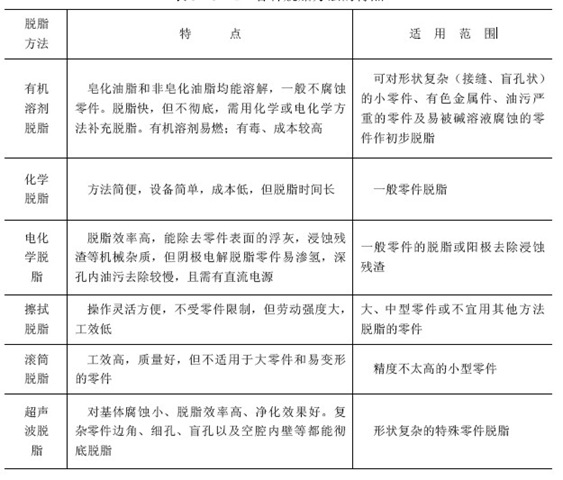
常用脱脂的方法有:有机溶剂脱脂、化学脱脂、电化学脱脂、擦拭脱脂、滚桶脱脂和超声波脱脂等。常用脱脂的方法
抛光膏挤入工件缝隙中对镀层和镀液的危害
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1036次
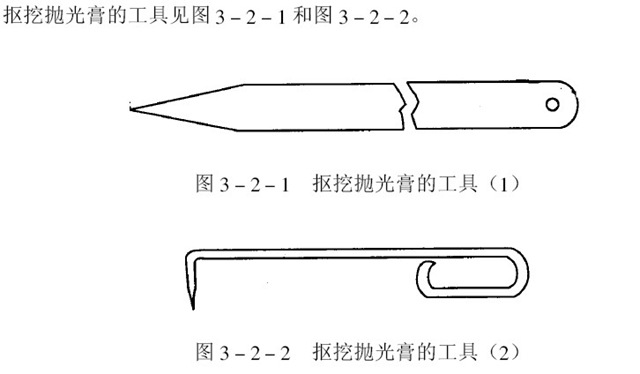
抛光膏挤入工件缝隙中对镀层和镀液的危害经过机械抛光的工件其螺口、狭缝等处会挤入大量的抛光膏,由于这些抛光膏隐藏在工件的深处,采取常规的化学或电化学除油是难以彻底除尽的,结果由于电镀时抛光膏在溶液中缓慢溶解,随电镀时产生的氢气一起逸出,使靠近工件表面部位镀层形成上尖下宽的黑色影印,这不但严重影响镀层的装饰性能和结合强度,还会严重污染溶液。由此可见,抛光后抠挖工件缝隙中的抛光膏是重要的步骤,不容省略。
因镍层抛光质量差,镀上铬后发花发雾
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1096次
因镍层抛光质量差,镀上铬后发花发雾 某厂镍层抛光后镀出铬层严重发花、发雾问题长期得不到解决,曾采取电化学除油、化学除油、揩擦等多种手段均无济于事。笔者对抛光后的工件分析发现是由于抛光工艺不当引起时,当即取两件同样的镀镍件进行抛光,具体过程是: 1将抛光轮进行整新,把表面原有已老化的抛光膏刮净,使抛光轮疏松有弹性; 2涂上白油抛光膏; 3按正常抛光方法进行抛光; 4按方法、重新处理布轮; 5涂上少量抛光膏; 6有序地由左至右,由上至下轻抛一遍。 镀铬前再用干净的毛巾揩一遍(不可用湿毛巾揩),或
抛光时工件抛损
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1153次
抛光时工件抛损某厂镀镍层抛损时有发生,曾一度成为阻挠生产进度、影响产品质量的关键因素,据现场分析,主要是操作者技术不够熟练引起的。1未能掌握正确的抛光技巧。抛光过程中布轮走至工件边沿时工件与布轮的接触面减小,但用于工件表面的压力大大增加了,此时镀层必然易被抛损。有经验的师傅总会当即采取措施,通过减小抛光轮与工件之间的压力来解决。2抛光轮维护不当。抛光轮表面抛光膏久未清除,已不符合松软和弹性的要求。按正常使用要求,抛光轮表面要常清理,把陈旧的抛光膏用带齿的钢板打磨掉,抛光时抛光膏要勤添少添,保持抛光轮松软。3抛光膏的种类选择不当。镍层抛光应用白色抛光膏,而其选用的是绿色抛光膏,这种抛光膏由硬脂酸和氧化铬、脂肪酸等组成,适用于铬和不锈钢及硬质合金的抛光,
磨料的黏合剂选用不当引起磨轮报废
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1089次
磨料的黏合剂选用不当引起磨轮报废黏合金刚砂的黏合利应该用皮胶。某单位为便于操作,改用乳胶。由于乳胶不易干透,韧性不好,使用后磨轮上的残留胶质无法清理掉,用带齿的钢片刮也无济于事。解决方法:将报废的磨轮装在车床上车去外层,以大改小后重新用皮胶黏合金刚砂。
磨光件表面难以磨尽道痕
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1023次
磨光件表面难以磨尽道痕工件表面难以磨尽道痕的原因除了工件表面过于粗糙、使用的金刚砂粒度又过细之外,主要是细金刚砂中混进粗金刚砂,结果在精磨时道痕在不同部位时隐时现。故金刚砂的使用与保管中都应予以注意。解决方法:将已混杂的金刚砂用相应“目”的铜丝网布筛一遍,把粗粒度的金刚砂筛出来,筛下来的金刚砂仍可继续使用。
磨光轮使用不久金刚砂即自行脱落
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1291次
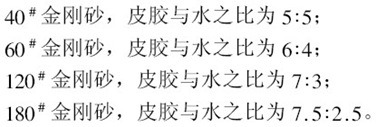
磨光时金刚砂自行脱落主要有以下几种原因。1在皮胶上滚压金刚砂时用力不够,金刚砂只粘在皮胶表面,黏合面小,金刚砂周围无皮胶,磨光过程中金刚砂接触工件表面时即自行脱落。解决方法:滚压金刚砂时可取一根小于磨轮中心孔径的铁棍,穿入磨轮中心孔中,用力滚压即可。2金刚砂滚压上后皮胶尚未固化,此时皮胶较软,结合牢度差。解决方法:金刚砂滚压成后先在40度左右的温度下烘烤60min,或在相应温度的通风干燥处晾干。3磨轮涂皮胶之前未经烘烤预热。涂上皮胶并黏合金刚砂后,由于磨轮温度低,皮胶会很快冷却,从而影响了金刚砂的黏合强度,这一现象在冬季尤为多见。解决方法:在涂皮胶之前磨轮先在60-80度的烘箱中预热,然后再涂皮胶和滚压金刚砂。4金刚砂黏合后烘烤温
因磨光、抛光前未安排酸洗工序而影响磨光、抛光后的表面质量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1193次
磨光利用粘有金刚砂磨料的磨光轮,工作时将磨光轮旋于磨(抛)机的旋转轴上,在飞速旋转下磨削工件表面,使工件表面的粗糙痕迹得以除去。抛光是利用布轮上涂上与抛光件基体相适应的不同牌号的抛光膏的精细磨料,采用与磨光工艺同样的手段,对工件表面进行精细的研磨,来除去工件表面由磨光工序难以消除的细微不平的缺陷,以满足工件表面的整平要求,为镀成后能获得镜面般的装饰效果打下基础。要全面掌握磨光、抛光的操作技术首先要多实践,从实践中摸索经验,掌握技巧,对磨光机、抛光机的使用性能和安全操作技术,不同类型材料和工件表面状况耐磨光、抛光工艺程序和金刚砂粒度、抛光膏种类的选择,都应心中有数。磨光件只磨工件的装饰面,而非装饰性表面的氧化皮若磨光前未能酸洗掉,待磨光、抛光后再酸洗,必然会影响磨光、抛光面的光洁
锡、钛、钨、镁、锌、镉电抛光配方及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1205次
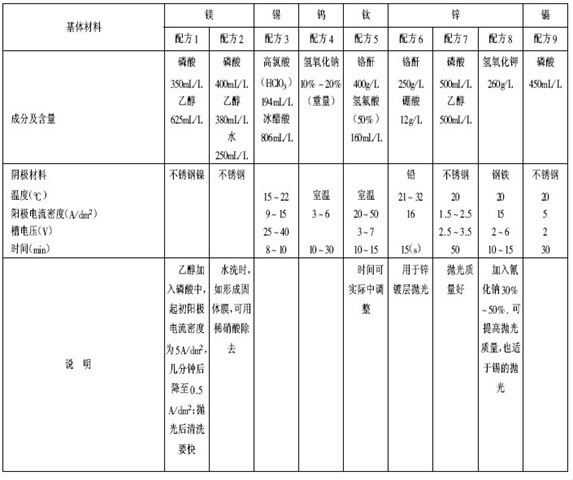
锡、钛、钨、镁、锌、镉电抛光配方及工艺条件
行业排行
热门文章